Тепловое расширение металла при сварке
Нагрев металлических тел сопровождается
увеличением их линейных размеров и объема (дилатометрический эффект). В
частности, при температуре ![]() твердого тела его длина
твердого тела его длина ![]() и объем
и объем ![]() равны
равны
![]() и
и ![]() ,
,
где
![]() и
и ![]() — длина и объем тела при
— длина и объем тела при ![]() ;
; ![]() и
и ![]() — термические коэффициенты линейного и объемного
расширения.
— термические коэффициенты линейного и объемного
расширения.
При плавлении объем тела резко увеличивается, достигая 8…10 % (рис. 1).
В условиях точечной и шовной сварки
увеличение толщины и объема деталей происходит преимущественно в направлении
оси ![]() (см. рис. 2), так как возрастание объема в
направлении оси
(см. рис. 2), так как возрастание объема в
направлении оси ![]() сдерживается более холодной массой соседних
участков металла.
сдерживается более холодной массой соседних
участков металла.
Тепловое расширение металла при сварке
вызывает перемещение (раздвигание) электродов машины, в основном верхнего
подвижного электрода. Однако измеренные значения ![]() значительно меньше расчетных значений
значительно меньше расчетных значений ![]() (рис. 3, а) вследствие развития параллельного и
одновременного процесса пластической деформации металла в зазор между листами
(вдавливания электродов
(рис. 3, а) вследствие развития параллельного и
одновременного процесса пластической деформации металла в зазор между листами
(вдавливания электродов ![]() , рис. 3, а), т.е.
, рис. 3, а), т.е. ![]() .
.
Большие значения ![]() отмечаются при сварке металлов с большим
сопротивлением деформации, при использовании жестких режимов сварки и машин с
большой жесткостью нижней консоли (электрода) и малых сил трения в приводе
подвижного электрода. Характерно, что при шовной сварке, когда металл
предварительно нагрет теплотой от сварки предыдущей точки и имеет меньшее
сопротивление деформации
отмечаются при сварке металлов с большим
сопротивлением деформации, при использовании жестких режимов сварки и машин с
большой жесткостью нижней консоли (электрода) и малых сил трения в приводе
подвижного электрода. Характерно, что при шовной сварке, когда металл
предварительно нагрет теплотой от сварки предыдущей точки и имеет меньшее
сопротивление деформации ![]() , перемещение
, перемещение ![]() значительно ниже, чем при точечной сварке.
значительно ниже, чем при точечной сварке.
Заметное перемещение верхнего электрода
наблюдается с момента расплавления металла (появления ядра) и далее происходит
в соответствии с изменениями температурного поля и ростом размеров ядра.
Максимальные значения ![]() обычно соответствуют моменту выключения тока при
сварке униполярным током (рис. 3, а). При сварке деталей на конденсаторных
машинах
обычно соответствуют моменту выключения тока при
сварке униполярным током (рис. 3, а). При сварке деталей на конденсаторных
машинах ![]() отмечается несколько позже максимального значения
сварочного тока.
отмечается несколько позже максимального значения
сварочного тока.
Связь перемещения ![]() с изменениями температурного поля хорошо
наблюдается при сварке тонких деталей на машине переменного тока с большими
углами управления тиристоров (отсечки тока, рис. 3, б), когда имеет место пульсация
перемещения электрода, соответствующая импульсам тока и изменению
температурного поля. Глубина этой пульсации зависит от теплопроводности
с изменениями температурного поля хорошо
наблюдается при сварке тонких деталей на машине переменного тока с большими
углами управления тиристоров (отсечки тока, рис. 3, б), когда имеет место пульсация
перемещения электрода, соответствующая импульсам тока и изменению
температурного поля. Глубина этой пульсации зависит от теплопроводности ![]() , коэффициентов
, коэффициентов ![]() и
и ![]() , теплоемкости и скрытой теплоты плавления
свариваемого сплава. Например, пульсации
, теплоемкости и скрытой теплоты плавления
свариваемого сплава. Например, пульсации ![]() значительны при сварке латуней (большие
коэффициенты
значительны при сварке латуней (большие
коэффициенты ![]() и
и ![]() ). Однако для всех сплавов они уменьшаются к концу
процесса сварки, так как при этом уменьшаются скорости нагрева и изменения
объема металла. При достижении номинальных размеров литого ядра величина
перемещения
). Однако для всех сплавов они уменьшаются к концу
процесса сварки, так как при этом уменьшаются скорости нагрева и изменения
объема металла. При достижении номинальных размеров литого ядра величина
перемещения ![]() . В отдельных случаях сварки перемещение верхнего
электрода используется для неразрушающего контроля размеров литого ядра.
. В отдельных случаях сварки перемещение верхнего
электрода используется для неразрушающего контроля размеров литого ядра.
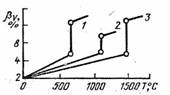
Рис. 1. Относительное изменение объема при нагреве алюминия (1), меди (2) и стали (3)
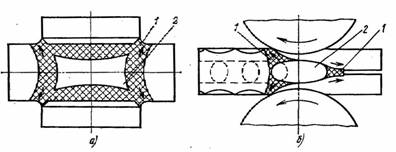
Рис. 2. Направление пластической деформации:
а — нагрев целой пластины; б — шовная сварка герметичных швов:
1 — зона интенсивной деформации; 2 — расплавленный металл
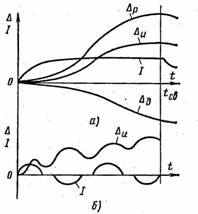
Рис. 3. Характер теплового расширения металла ![]() , перемещения электрода.
, перемещения электрода. ![]() и пластической деформации (глубины вмятины
и пластической деформации (глубины вмятины ![]() ) в процессе точечной сварки импульсом постоянного
(а) и переменного тока (б)
) в процессе точечной сварки импульсом постоянного
(а) и переменного тока (б)