Точечно-роликовая сварка металла малых толщин на машине МР-4
Инж. Ю.К. Ганин, канд. техн. наук В.Н. Шавырин
В слоистых панелях и других конструкциях с сотовым и гофровым заполнителем имеются сварные соединения деталей толщиной менее 0,1 мм, выполняемые роликовой и точечно-роликовой сваркой.
Отдельные процессы и технологические особенности роликовой и точечно-роликовой сварки деталей малой толщины изучены недостаточно - отсутствуют критерии оценки качества сварных соединений, не определены параметры режимов сварки.
Работу по сварке сталей 1Х18Н9Т, СН-3, СН-4 и ВНС-2 толщиной от 0,02 до 0,1 мм в одноименных сочетаниях проводили на модернизированной однофазной машине МР-4. Режимы роликовых швов с перекрытием литых зон и точечно-роликовых швов с различным шагом между точками отрабатывали за счет широкого регулирования скорости сварки и длительности паузы между импульсами тока. Усилие на электродах воспроизводили с помощью измененной системы рычажно-грузового привода, которая обеспечивала плавное регулирование сжатия деталей в пределах от 3 до 12 кг. Номинальные значения сварочного тока для толщин указанного диапазона получали регулированием тока балластным реостатом, установленным в первичной силовой цепи машины, а точное регулирование производили с помощью регулятора «нагрев» прерывателя ПИШ-50.
Установлено, что при сварке
наибольшей толщины (![]() 6 мм) величина амплитудного значения
сварочного тока не превышает 1500…2000 А, поэтому для регистрации его величины
и длительности на осциллографе использовали в качестве датчика калиброванные
шунты от амперметров постоянного тока, которые устанавливали во вторичной цепи
сварочного контура.
6 мм) величина амплитудного значения
сварочного тока не превышает 1500…2000 А, поэтому для регистрации его величины
и длительности на осциллографе использовали в качестве датчика калиброванные
шунты от амперметров постоянного тока, которые устанавливали во вторичной цепи
сварочного контура.
Режимы сварки выбирали из условия получения стабильного вырыва шва по всей длине образца технологической пробы и проплавления листов не менее 60%.
Установили, что стабильное качество сварного шва обеспечивалось при диаметре литой зоны, равной 5…7 толщинам тонкого листа. Были приняты следующие значения номинальных размеров ширины литой зоны (см. таблицу).
При правильно выбранных параметрах режима сварки роликовое соединение получали без внутренних и наружных дефектов.
|
Толщина листов в соединении, мм |
0,02 |
0,03 |
0,05 |
0,06 |
0,08 |
0,10 |
|
Ширина литой зоны роликового шва, мм |
0,1…0,15 |
0,1…0,2 |
0,2…0,3 |
0,3…0,4 |
0,4 |
0,5 |
Сварку малых толщин вели роликовыми электродами, изготовленными из материала Бр.Х0,7 диаметром 60 мм со сферической рабочей поверхностью; при этом радиус сферы менялся в пределах от 10 до 20 мм в зависимости от толщины свариваемых листов.
В работе изучали отдельные особенности формирования литой зоны в сварных соединениях в зависимости от длительности протекания сварочного тока и скорости сварки.
При сварке материалов 1Х18Н9Т, ВНС-2, СН-4 толщиной 0,1 и 0,08 мм и импульсе тока длительностью, равной одному периоду (tсв=0,02 сек), образуется двойная литая зона.
На рис. 1 представлена схема образования двойной литой зоны в роликовом соединении.
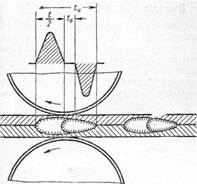
Рис. 1. Схема образования двойной литой зоны
За время первого полупериода тока образуется вначале большая литая зона, которая успевает закристаллизоваться между первым и вторым полупериодами и частично за время спада первого полупериода.
Вторая зона, меньшая по своим размерам, образуется либо внутри первой за время, равное второму полупериоду, либо перекрывает ее, в зависимости от значения скорости сварки.
На рис. 2 показана макроструктура сварных соединений, выполненных точечно-роликовой сваркой на образцах из стали 1Х18Н9Т, при различной скорости сварки и длительности импульса сварочного тока. При малых значениях скорости сварки (Vсв=0,2…0,4 м/мин) вторая литая зона образуется почти концентрично первой и с увеличением скорости (Vсв=0,5…1,2 м/мин) смещается относительно ее в направлении, противоположном вращению роликовых электродов (рис. 2, а).
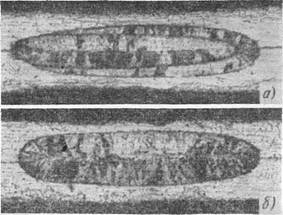
Рис. 2. Макроструктура точечно-роликовых швов из стали 1Х18Н9Т толщиной 0,1+0,1 мм (продольное сечение):
а — длительность импульса 0,02 сек, Vсв=0,4 м/мин; б — длительность импульса 0,01 сек, Vсв=0,8 м/мин
Уменьшение размеров второй литой зоны происходит вследствие непрерывно увеличивающейся контактной площадки на границе электрод-деталь и при понижении контактного сопротивления на границе деталь-деталь.
Сварка в обоих полупериодах при малых значениях скорости происходит на одной и той же контактной площадке, так как перемещение деталей между роликами за это время составляет 0,07…0,13 мм.
В то же время интенсивность теплоотвода в электроды возрастает с увеличением контактной площадки, а средняя плотность тока в момент протекания его за время второго полупериода снижается.
При использовании приставки, которая позволяет осуществлять сварку за один полупериод, в соединении образуется литая зона обычной формы (рис. 2, б).
В связи с этим при роликовой и точечно-роликовой сварке сталей толщиной до 0,1 мм на машинах переменного тока, по-видимому, нецелесообразно применение импульса тока длительностью свыше одного периода.
В слоистых конструкциях наряду с прочноплотными швами требуются связующие швы с различным шагом между арочными точками, поэтому в работе было уделено внимание выбору оптимального расстояния между точками в сварном шве.
Путем соответствующего подбора соотношения длительности паузы между импульсами тока и скорости сварки, сваривая образцы из стали СН-4 толщиной 0,08 мм со следующим шагом между точками: 0,5; 1; 1,5; 2,5 и 5 мм. При этом принятые расстояния по шагу были кратными диаметру литой зоны.
Образцы подвергали механическим испытаниям на отрыв срез.
Из
полученных данных (рис. 3, а) видно, что наибольшая прочность точечно-роликовых
соединений на отрыв соответствует шагу между точками t=0,5
мм. С увеличением шага между точками до 1,5 мм прочность несколько снижается,
затем становится постоянной и не зависит от шага в предел, от 2 до 5 мм. Наибольшая
прочность сварных швов на срез (рис. 3, б) получается в том случае, когда шаг
между точками равен двум диаметрам литой зоны, т.е. ![]() . При шаге
. При шаге ![]() прочность
несколько ниже. Но наиболее резкое снижение прочности наблюдается на образцах с
шагом
прочность
несколько ниже. Но наиболее резкое снижение прочности наблюдается на образцах с
шагом ![]() м.
м.
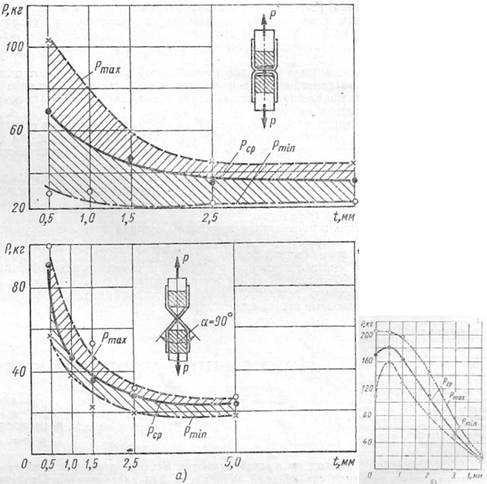
Рис. 3. Зависимость прочности точечно-роликового соединения на отрыв (а) и срез (б) от шага между сварными точками
В общем случае точечно-роликовые швы, выполненные с шагом, кратным по величине одному-двум диаметрам литой зоны, показывают наибольшую прочность как при срезе сварных точек, так и при отрыве.
Выводы
1. Проведенные исследования показали, что роликовая и точечно-роликовая сварка сталей 1Х18Н9Т, ВНС-2 и СН-4 толщиной от 0,02 до 0,1 мм успешно выполняется на машине переменного тока. При этом формирование литой зоны происходит без внутренних дефектов.
2. При сварке данных сталей током при длительности им пульса, равной одному периоду, образуется двойная литая зона.
3. Испытания
точечно-роликовых соединений на образцах и стали СН-4 толщиной 0,08 мм с различным
расстоянием между сварными точками показали, что ![]() является наиболее оптимальным параметром.
является наиболее оптимальным параметром.
Источник: журнал «Сварочное производство» № 5, 1969г.