Удаление поверхностных пленок при точечной, рельефной и шовной сварке
Поверхностные пленки (оксиды, слои плакировки и др.), как правило, более тугоплавки (за исключением оксидов железа), чем свариваемые металлы или сплавы. В процессе сварки они должны быть разрушены и удалены с плоскости соединения двух деталей, так как, в общем случае, их наличие в конечной стадии процесса препятствует образованию металлических связей. Этот процесс относят к одному из основных при формировании сварных соединений.
В условиях точечной, рельефной и шовной сварки разрушить и перераспределить поверхностные пленки дается только при расплавлении металла в контакте двух листов. Разрушение и удаление указанных пленок происходит под действием определенных сил, в основном электродинамических по своей природе. Результатом действия этих сил является интенсивное перемешивание жидкого металла ядра в направлениях, указанных стрелками на рис. 1, а. Следы перемешивания хорошо видны на микрошлифах поперечных сечений точек при сварке разнородных сплавов или при сварке с прокладкой из другого сплава между листами (рис. 1, б).
Для контрастности выявления этого процесса время сварки выбирают равным приближенно от трети до двух третей времени сварки номинального режима, так как из-за интенсивного перемешивания жидкого металла при номинальном времени сварки происходит выравнивание состава литого ядра.
Причинами перемешивания жидкого металла
являются объемные силы, возникающие в результате взаимодействия сварочного тока
с магнитным полем, созданного этим же током. Характер и направление действия
этих сил могут быть определены при рассмотрении упрощенной модели процесса
сварки (рис. 2). В предположении равномерного распределения плотности тока ![]() по сечению ядра сила
по сечению ядра сила ![]() действующая на элементарный объем металла
действующая на элементарный объем металла ![]() , находящийся на
расстоянии
, находящийся на
расстоянии ![]() от оси
от оси ![]() ,
,
![]()
где
![]() — напряженность магнитного поля;
— напряженность магнитного поля; ![]() — абсолютная магнитная проницаемость вещества.
Направление к центру ядра этой силы определяют по правилу левой руки.
— абсолютная магнитная проницаемость вещества.
Направление к центру ядра этой силы определяют по правилу левой руки.
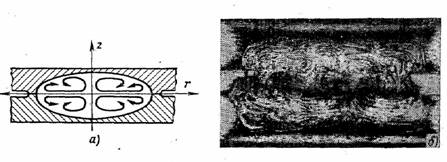
Рис. 1. Перемешивание жидкого металла ядра:
а — направление циркуляции жидкости; б — структура точки
Силы ![]() , действующие на все объемы
, действующие на все объемы ![]() ядра, создают в
жидком ядре давление, подобное давлению, возникающему в жидкости от
гравитационных сил. Силы
ядра, создают в
жидком ядре давление, подобное давлению, возникающему в жидкости от
гравитационных сил. Силы ![]() действуют также на объемы металла, находящегося в
твердом состоянии, где они уравновешиваются силами сопротивления
кристаллической решетки.
действуют также на объемы металла, находящегося в
твердом состоянии, где они уравновешиваются силами сопротивления
кристаллической решетки.
Объемные силы ![]() имеют максимальное значение на периферии ядра и
снижаются до нуля в центре ядра. Давление (в сечении контакта листов)
описывается уравнением параболы (рис. 2, а)
имеют максимальное значение на периферии ядра и
снижаются до нуля в центре ядра. Давление (в сечении контакта листов)
описывается уравнением параболы (рис. 2, а) ![]() достигая максимума в его центре (
достигая максимума в его центре (![]() — радиус ядра).
— радиус ядра).
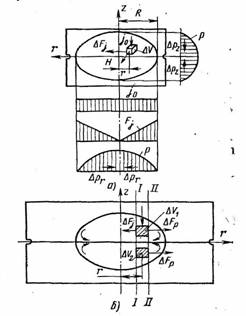
Рис. 2. Схема определения электродинамических сил:
а — эпюры распределения плотности тока ![]() , сил
, сил ![]() и давлений
и давлений ![]() в жидком
металле по осям
в жидком
металле по осям ![]() и
и ![]() ; б - характер распределения сил, действующих
на взвешенные в расплаве частицы
; б - характер распределения сил, действующих
на взвешенные в расплаве частицы
Как правило, литое ядро имеет форму
эллипсоида, поэтому в расплавленном металле возникают градиенты давления не
только в горизонтальном (![]() ), но и в вертикальном (
), но и в вертикальном (![]() ) направлениях. Под действием этих градиентов слои
жидкости циркулируют в указанных на рис. 1 направлениях. Незначительная
асимметрия в расплавлении двух листов приводит к перемешиванию поверхностных
пленок в расплаве.
) направлениях. Под действием этих градиентов слои
жидкости циркулируют в указанных на рис. 1 направлениях. Незначительная
асимметрия в расплавлении двух листов приводит к перемешиванию поверхностных
пленок в расплаве.
На взвешенные в расплаве твердые (электропроводимые
![]() или чаще неэлектропроводимые
или чаще неэлектропроводимые ![]() — рис. 2, б) частицы пленок действуют силы
— рис. 2, б) частицы пленок действуют силы ![]() вызванные разностью давлений в сечениях I—I и II—II:
вызванные разностью давлений в сечениях I—I и II—II:
![]() .
.
Неэлектропроводимые частицы перемещаются
и скапливаются на периферии литого ядра. Если плотность тока в
электропроводимой частице ![]() (рис. 2, б) больше плотности тока
(рис. 2, б) больше плотности тока ![]() в расплаве, то на частицу будет действовать
разность сил
в расплаве, то на частицу будет действовать
разность сил ![]() , под действием которой частица будет двигаться к
центру ядра.
, под действием которой частица будет двигаться к
центру ядра.
Таким образом, объемные электродинамические силы приводят не только к интенсивному перемешиванию расплава, замешиванию в нем поверхностных пленок, но и к сепарации частиц пленок в ядре в зависимости от их электропроводимости. Последнее явление использовано для неразрушающего контроля размеров литого ядра.