Уход за электродами машин для рельефной сварки
Хороший уход за электродами рельефной сварки — необходимое условие для обеспечения их высокой стойкости и получения качественного соединения. Чем сложнее конструкция электрода, тем тщательнее должен быть уход за последним.
Электроды первой группы, предназначенные для сварки по рельефу в виде точки, требуют такого же ухода, как за электродами для точечной сварки.
В случае сварки по рельефам продолговатой, кольцеобразной и иной сложной формы, а также при сварке по нескольким рельефам одновременно важно обеспечить равномерное прилегание электродов по всей контактной поверхности. С этой целью после установки электродов, а также периодически во время работы производится проверка прилегания контактных поверхностей верхнего и нижнего электродов. Проверка может осуществляться посредством получения оттисков электродов на тонкой папиросной бумаге при помощи копировальной бумаги.
Изношенные контактные поверхности электродов могут быть восстановлены шлифованием вручную или механически. Чаще всего электроды снимают со сварочной машины через определенное, опытным путем установленное число сварок, когда износ их достигает предельно допустимых величин. Обычно такой момент наступает при наличии ясно выраженной выработки контактной поверхности (образование лунки, канавки и т. п.), либо при образовании в результате осадки электрода выступа на боковой его поверхности, через который происходит шунтирование сварочного тока.
Снятые со сварочной машины электроды механически обрабатываются на токарном или специальном станке в зависимости от формы рабочей части электрода, после чего электрод вновь устанавливают на машине. Эта операция повторяется неоднократно, иногда до 15…20 раз, до тех пор, пока рабочая часть электрода не уменьшится до минимально допустимой величины.
Для электродов групповой рельефной сварки плоских деталей важно поддержать равномерную высоту контактных поверхностей с тем, чтобы обеспечить одинаковые условия сварки для каждого из рельефов. С этой целью их контактные поверхности следует периодически прошлифовывать.
При рельефной сварке криволинейных деталей с помощью электродов типа, приведенного на рис., уход за электродами сводится к периодической индивидуальной регулировке электродных вставок с последующей проверкой прилегания их по шаблонам или моделям свариваемых изделий. При наличии выработки отдельных вставок их контактные поверхности перешлифовываются, а при уменьшении их размеров ниже допустимой величины вставки заменяются новыми.
Монтаж новых и переточенных электродов на сварочной машине должен выполняться очень тщательно, так чтобы электроды были выровнены по отношению друг к другу и свариваемым деталям. Улучшению работы электродов для рельефной сварки способствует обдувка сжатым воздухом как при их установке, так и периодически в процессе сварки. Воздух должен быть чистым, теплым и сухим во избежание местного отпотевания рабочих частей электродов.
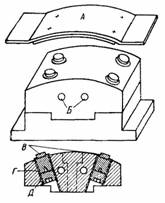
Рис. Электрод-штамп для групповой рельефной сварки криволинейных деталей:
А — свариваемые детали; Б — отверстия охлаждающих каналов; В — медновольврамовые пластины; Г — резьбовые вставки; Д — стальные упорные винты.