Основные задачи, методы и средства контроля при контактной сварке
Качество определяется совокупностью конструктивных, технологических и эксплуатационных факторов. Повышение качества и надежности однозначно связано с общим состоянием технического контроля, как неотъемлемой частью проектирования конструкции, технологического процесса производства и эксплуатации. И общую задачу технического контроля входят , предупреждение образования и обнаружение дефектов, предупреждение возникновения и установление брака, поддержание стабильности всех производственных факторов для обеспечения высокого качества и однородности продукции в пределах установленных норм.
Дефекты в стадии производства возникают в основном в результате возмущений, нарушающих нормальный ход технологического процесса изготовления сварного узла. Их можно разделить на две группы: общие дефекты сварных узлов и дефекты сварных соединений.
Дефекты первой группы обычно вызывают нарушение геометрических размеров и форм узлов. Эти дефекты наблюдаются при изготовлении узлов с использованием других способов сварки и связаны главным образом с короблением и неправильной сборкой.
Для рассматриваемых методов сварки наиболее специфичны дефекты сварных соединений. Так как качество — прочность соединений при точечной и роликовой сварке однозначно связано с зоной взаимного расплавления, то контроль в этом случае является констатацией факта ее существования и возможности определения ее размеров. Все операции контроля направлены на удовлетворение требований, обеспечивающих это основное положение.
Технический контроль осуществляется на всех стадиях производства, начиная от поступления на завод материала и кончая выпуском готовой продукции.
Контролю подвергают основные и вспомогательные материалы, заготовки и детали на разных стадиях изготовления, узлы и изделия в различных стадиях сборки, режимы работы, средства производства (оборудование, аппаратура, приспособления и т.д.).
Технология контроля должна предусматривать такое сочетание производственных и контрольных операций на всех стадиях процесса, которое обеспечило бы своевременное выявление дефектов с целью быстрейшей ликвидации возникших отклонений от заданного режима сварки и норм точности. Такое условие вызывает необходимость создания широкого фронта постов производственного контроля.
В зависимости от степени ответственности изделий, а также от системы организации производства могут быть приняты различные варианты программы контроля. Программа, рассчитанная на изготовление конструкций ответственного назначения, представлена на рис. 1.
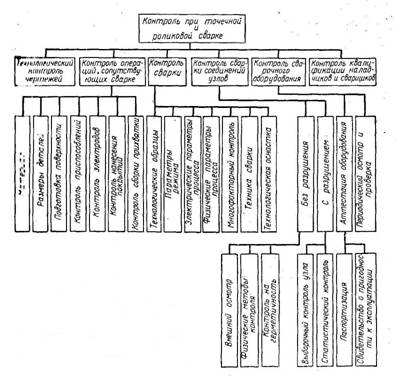
Рис. 1. Программа контроля при точечной и роликовой сварке