Влияние электродов на формирование соединений выполненных контактной сваркой
Электроды точечных и роликовых сварочных машин оказывают весьма большое влияние на процесс формирования и конечные размеры сварных соединений (размеры литой зоны). Известно, что одни и те же размеры литой зоны могут быть получены для большинства металлов при достаточно большом числе различных сочетаний параметров режима сварки (например, длительность сварки, усилия электродов). Напротив, необходимые размеры литой зоны можно обеспечить только при вполне определенных форме и размере рабочей поверхности электродов или их отклонениях от номинальных значений в очень незначительных пределах.
Размеры литой зоны (диаметр ядра точки ![]() , ширина литой зоны роликового шва
, ширина литой зоны роликового шва ![]() и проплавление каждой из деталей А),
получаемые в результате сварки, зависят в основном от плотности тока,
протекающего через контакт в процессе сварки. Так, в общем случае, с
увеличением площади рабочей поверхности электродов падает плотность тока,
увеличивается отвод тепла из металла зоны сварки в электроды, и размеры литой
зоны соединений уменьшаются.
и проплавление каждой из деталей А),
получаемые в результате сварки, зависят в основном от плотности тока,
протекающего через контакт в процессе сварки. Так, в общем случае, с
увеличением площади рабочей поверхности электродов падает плотность тока,
увеличивается отвод тепла из металла зоны сварки в электроды, и размеры литой
зоны соединений уменьшаются.
При рассмотрении влияния рабочей
поверхности электродов на сварку участок электрод—электрод удобно считать одним
из элементов электрической цепи вторичного контура машины, имеющим некоторое
сопротивление ![]() . Исследованиями установлено, что
величина
. Исследованиями установлено, что
величина ![]() уменьшается при увеличении рабочей
поверхности электродов (площади контактов электрод—деталь). Например, при
точечной сварке нержавеющей стали толщиной 1,5+1,5 мм увеличение радиуса
сферической поверхности электродов с 75, до 150 мм снижает среднее значение
уменьшается при увеличении рабочей
поверхности электродов (площади контактов электрод—деталь). Например, при
точечной сварке нержавеющей стали толщиной 1,5+1,5 мм увеличение радиуса
сферической поверхности электродов с 75, до 150 мм снижает среднее значение ![]() на 10…12%. При увеличении рабочей
поверхности электродов величина сварочного тока также не остается неизменной;
причем одни и те же изменения
на 10…12%. При увеличении рабочей
поверхности электродов величина сварочного тока также не остается неизменной;
причем одни и те же изменения ![]() создают на разных сварочных машинах
неодинаковые изменения тока. Поэтому рассматривать влияние электродов на
формирование и размеры соединений в отрыве от характеристик машины, на которой
производится сварка, нельзя. Влияние
создают на разных сварочных машинах
неодинаковые изменения тока. Поэтому рассматривать влияние электродов на
формирование и размеры соединений в отрыве от характеристик машины, на которой
производится сварка, нельзя. Влияние ![]() на величину тока будет наибольшим, если
на величину тока будет наибольшим, если ![]() , где
, где ![]() — полное сопротивление машины, приведенное
ко вторичному контуру. Этому условию близок случай сварки нержавеющей стали на
машине с небольшим размером вторичного контура. Если
— полное сопротивление машины, приведенное
ко вторичному контуру. Этому условию близок случай сварки нержавеющей стали на
машине с небольшим размером вторичного контура. Если![]() , например сварка алюминиевых сплавов на
однофазных машинах переменного тока, то изменение
, например сварка алюминиевых сплавов на
однофазных машинах переменного тока, то изменение ![]() , а следовательно, и площади контакта
электрод—деталь практически не влияет на величину тока.
, а следовательно, и площади контакта
электрод—деталь практически не влияет на величину тока.
На рис. 1, а представлена зависимость ![]() (штриховые кривые) и А (сплошные
кривые) от диаметра плоской рабочей поверхности электрода
(штриховые кривые) и А (сплошные
кривые) от диаметра плоской рабочей поверхности электрода ![]() при точечнрй сварке стали Х18Н9Т
толщиной 1,5+1,5 мм. При сварке на машине МТПУ-300 (
при точечнрй сварке стали Х18Н9Т
толщиной 1,5+1,5 мм. При сварке на машине МТПУ-300 (![]() , кривые 1) с увеличением
, кривые 1) с увеличением ![]()
![]() вначале не изменяется, затем несколько
увеличивается, после чего уменьшается. Малое изменение
вначале не изменяется, затем несколько
увеличивается, после чего уменьшается. Малое изменение ![]() и даже его возрастание объясняется
повышением тока за счет снижения
и даже его возрастание объясняется
повышением тока за счет снижения ![]() из-за увеличения
из-за увеличения ![]() . При использовании машины МТП 150/1200
. При использовании машины МТП 150/1200 ![]() , кривые 2) с увеличением
, кривые 2) с увеличением ![]()
![]() непрерывно уменьшается, так как
существенно снижается плотность тока в контактах электрод—деталь.
непрерывно уменьшается, так как
существенно снижается плотность тока в контактах электрод—деталь.
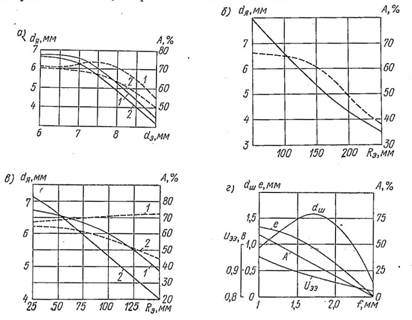
Рис. 1. Зависимость размеров литой зоны соединений от рабочей поверхности электродов
При использовании металлов, имеющих
высокую теплопроводность (алюминиевые, магниевые и медные сплавы), существенную
роль в процессе сварки при увеличении рабочей поверхности электродов начинает
играть теплоотвод в электроды. Причем роль теплоотвода возрастет с увеличением
длительности протекания тока ![]() (увеличением «мягкости» режима).
Поэтому при сварке алюминиевого сплава АМг6 толщиной 1,5+1,5 мм на машинах
МТПТ-400 (рис. 1, б) увеличение радиуса сферы рабочей поверхности в большей
степени влияет на
(увеличением «мягкости» режима).
Поэтому при сварке алюминиевого сплава АМг6 толщиной 1,5+1,5 мм на машинах
МТПТ-400 (рис. 1, б) увеличение радиуса сферы рабочей поверхности в большей
степени влияет на ![]() и А, чем при сварке на
конденсаторной машине МТК-75 (рис. 1, в), имеющей
и А, чем при сварке на
конденсаторной машине МТК-75 (рис. 1, в), имеющей ![]() в 3…4 раза меньшее, чем при сварке
алюминиевых сплавов такой же толщины на машине МТПТ-400 (рис. 1, б).
в 3…4 раза меньшее, чем при сварке
алюминиевых сплавов такой же толщины на машине МТПТ-400 (рис. 1, б).
Изменение размеров литой зоны зависит
также и от свойств свариваемых алюминиевых сплавов. Так, при сварке более
теплопроводного и пластичного сплава АМцАМ (кривые 2, рис. 1, в) ![]() и А при увеличении
и А при увеличении ![]() снижаются в большей степени, чем у
сплава Д16АТ (кривые 1).
снижаются в большей степени, чем у
сплава Д16АТ (кривые 1).
При роликовой сварке характер влияния
рабочей поверхности электродов на размеры литой зоны такой же, как и при
точечной сварке. Однако при роликовой сварке дополнительной характеристикой
является длина литой зоны в направлении оси шва е, от которой зависит
перекрытие литых зон шва, а следовательно, и герметичность сварного соединения.
С увеличением ширины цилиндрической рабочей поверхности роликов ![]() (рис. 1, г)
ширина литой зоны
(рис. 1, г)
ширина литой зоны ![]() вначале возрастает (за счет увеличения
вначале возрастает (за счет увеличения ![]() ), а затем резко
начинает уменьшаться. Другие размеры литой зоны (е, А) непрерывно
снижаются. Следует отметить, что вообще при роликовой сварке изменение размеров
рабочей поверхности, в большей степени сказывается на размерах литой зоны
соединений, чем при точечной. Это объясняется тем, что на формирование
соединения при роликовой сварке существенное влияние оказывают токи
шунтирования через ранее сформированные литые зоны. При изменении размеров
рабочей поверхности роликов изменяются характер и величина токов шунтирования,
а следовательно,
), а затем резко
начинает уменьшаться. Другие размеры литой зоны (е, А) непрерывно
снижаются. Следует отметить, что вообще при роликовой сварке изменение размеров
рабочей поверхности, в большей степени сказывается на размерах литой зоны
соединений, чем при точечной. Это объясняется тем, что на формирование
соединения при роликовой сварке существенное влияние оказывают токи
шунтирования через ранее сформированные литые зоны. При изменении размеров
рабочей поверхности роликов изменяются характер и величина токов шунтирования,
а следовательно, ![]() .
.
Выше рассматривались случаи сварки
металлов равной толщины или имеющих небольшую разницу в толщине (не более 2:1).
При точечной и роликовой сварке деталей неравной толщины, а также из
разноименных металлов влияние размеров рабочей поверхности электродов на
размеры литой зоны еще более значительно. Кроме того, это влияние зависит от
исходных (номинальных) размеров литой зоны. Если ![]() и
и ![]() менее рекомендуемых, то влияние
менее рекомендуемых, то влияние ![]() и
и ![]() на размеры соединений возрастает.
на размеры соединений возрастает.
На формирование литой зоны существенное
влияние оказывает характер плотности тока в контакте электрод—деталь.
Распределение плотности тока в этом контакте в известной степени зависит от
формы рабочей части электрода. Так, для случая электрода с удлиненной конусной
рабочей частью плотность тока в контакте электрод—деталь более равномерна, чем
у электрода с цилиндрической рабочей частью, и особенно, если расстояние от дна
охлаждающего канала до рабочей поверхности существенно уменьшилось в результате
переточек в. процессе эксплуатации. В сечении электрода, близком ко дну
охлаждающего канала, наблюдается неравномерная плотность тока. Когда расстояние
от дна канала до рабочей поверхности электрода достаточно большое, линии тока в
сечении контакта электрод—деталь успевают выравняться; если это расстояние
мало, то в периферийных зонах контакта электрод—деталь плотность тока
значительно выше, чем в его центральной части. Таким образом, средняя величина
тока, протекающего через центральную часть столбика металла между электродами,
в последнем случае меньше, что и является причиной уменьшения ![]() и А. Например, при точечной
сварке сплава АМг6 толщиной 2+2 мм уменьшение расстояния от дна до рабочей
поверхности от 16 до 6,5 мм снижает
и А. Например, при точечной
сварке сплава АМг6 толщиной 2+2 мм уменьшение расстояния от дна до рабочей
поверхности от 16 до 6,5 мм снижает ![]() и А на 10…15%. Такое же явление
наблюдается с увеличением диаметра электрода D при условии
неизменного контакта электрод—деталь. Поэтому чрезмерное увеличение D электрода
нежелательно.
и А на 10…15%. Такое же явление
наблюдается с увеличением диаметра электрода D при условии
неизменного контакта электрод—деталь. Поэтому чрезмерное увеличение D электрода
нежелательно.
Изменяя распределение плотности тока в контакте электрод—деталь, можно влиять на величину проплавления деталей. Часто на поверхности одной из деталей требуется иметь минимальную вмятину от электрода. Для этого со стороны одной детали устанавливают электрод с плоской поверхностью большого размера (рис. 2, а), в результате чего плотность тока j в контакте электрод—деталь существенно снижается, а проплавление детали падает. Нормального проплавления детали и небольшой вмятины достигают применением электрода, имеющего на рабочей части стальное кольцо 1 (рис. 2, б). Наличие кольца повышает плотность тока в центральной части контакта и несколько снижает отвод тепла из зоны сварки в электрод. Использование электрода подобной конструкции позволяет получать при точечной сварке алюминиевых сплавов глубину вмятины на поверхности сварных точек, не превышающую 5% толщины детали, со стороны которой установлен электрод.
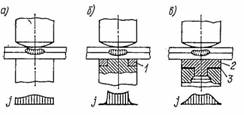
Рис. 2. Формирование литой зоны при использовании электродов с плоской рабочей поверхностью
Интересной также является конструкция электрода, приведенного на рис. 2, в. Повышение j достигается за счет «сужения» линий тока неэлектропроводным (слюда) кольцом 3 между вставкой 2 и корпусом электрода. Такой электрод может быть использован при сварке сталей, в то время как электрод с кольцом (рис. 2, б) применяется только при сварке легких сплавов. При точечной сварке легких сплавов применение электрода, показанного на рис. 2, б дает снижение проплавления из-за несколько меньшей плотности тока и большего теплоотвода, чем у электрода со слюдяным кольцом.
Примером влияния плотности тока в контакте электрод—деталь на формирование литой зоны является сварка деталей неравной толщины. При точечной сварке на жестких режимах форма и размер рабочей поверхности электрода, установленного со стороны толстой детали, не влияет на проплавление тонкой детали. Однако при замене сферической поверхности (рис. 3, а) на плоскую (рис. 3, б) для получения такого же проплавления тонкой детали требуется несколько увеличить величину сварочного тока.
При сварке металлов с резко различными теплофизическими свойствами меньшее проплавление наблюдается в детали, имеющей более высокую электротеплопроводность (рис: 16, в). Регулированием плотности тока и теплоотвода в электроды удается получить нормальное проплавление обеих деталей (рис. 3, г). Уменьшение теплоотвода от зоны сварки детали из стали Х18Н9Т достигается применением электрода с плоской рабочей поверхностью, изготовленного из хромовой бронзы Бр.Х, имеющей теплопроводность большую, чем бронза Бр.НБТ.
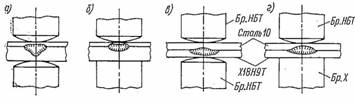
Рис. 3. Влияние формы и материала электродов на формирование соединений при сварке деталей неравной толщины (а, б) и их разноименных металлов (в, г)
Соединение стальных деталей неравной толщины, когда требуется минимальная вмятина на поверхности тонкой детали, может быть выполнено с использованием электрода с плоской рабочей поверхностью, который устанавливают со стороны тонкой детали (рис. 4, а). Зона расплавления (1, 2, 3) образуется сначала в толстой детали, а затем распространяется в тонкую деталь. Величина проплавления тонкой детали А возрастает с понижением электротеплопроводности медного сплава из которого изготовлен электрод (рис. 4, б). Исследованиями установлено, что для точечной сварки металлов с высоким сопротивлением (нержавеющие и жаропрочные стали и сплавы) снижение электропроводности материала электрода допускается до 30% от электропроводности меди. При использовании электрода из материала с более низкой электропроводностью имеет место прилипание металла электрода к поверхности тонкой детали из-за значительного тепловыделения в контакте электрод—деталь.
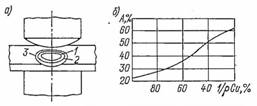
Рис. 4. Влияние материала электрода на проплавление тонкой детали при точечной сварке стали ВНС-2 толщиной 0,4+ 1,2 мм
При точечной сварке деталей неравной толщины иногда применяют электрод с вольфрамовой вставкой. Низкая тепло-электропроводность вольфрама снижает отвод тепла из зоны сварки и создает дополнительное тепловыделение за счет повышенного сопротивления в контакте электрод—деталь. С увеличением высоты h выступающей части вольфрамовой вставки до некоторого значения проплавление тонкой детали А возрастает (рис. 5); дальнейшее увеличение h не повышает А, а лишь увеличивает нагрей вставки и вызывает выкрашивание вольфрама.
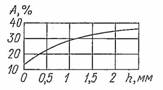
Рис. 5. Зависимость проплавлення тонкой детали А от высоты выступающей части вольфрамовой вставки диаметром 5 мм; точечная сварка стали Х18Н9Т толщиной 1+4 мм
Электропроводность материала электродов
оказывает также существенное влияние на проплавление деталей при сварке легких
сплавов. Причем это влияние возрастает с увеличением длительности протекания
сварочного тока ![]() (рис. 6). При сварке с малыми
(рис. 6). При сварке с малыми ![]() (жесткий режим) размеры зоны
расплавления определяются электрическим полем тока. При мягком режиме
интенсивнее протекают процессы теплопередачи внутри зоны сварки и от деталей к
электродам, и проплавление А увеличивается с понижением
теплоэлектропроводности электродов.
(жесткий режим) размеры зоны
расплавления определяются электрическим полем тока. При мягком режиме
интенсивнее протекают процессы теплопередачи внутри зоны сварки и от деталей к
электродам, и проплавление А увеличивается с понижением
теплоэлектропроводности электродов.
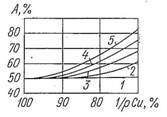
Рис. 6. Зависимость проплавлення деталей при
точечной сварке сплава АМг6 толщиной 1,5+1,5 мм от электропроводности материала
электродов; кривые 1…5 соответствуют ![]() 0,03; 0,06; 0,1; 0,14 и 0,18 сек
0,03; 0,06; 0,1; 0,14 и 0,18 сек
При роликовой сварке плоских деталей или деталей, имеющих большие радиусы кривизны, влияние формы и размеров рабочей поверхности роликов на формирование литой зоны аналогично случаям точечной сварки.
Если роликовой сваркой соединяются детали относительно небольшого диаметра, то на формирование соединений начинает оказывать влияние диаметр роликов. Например, при роликовой сварке стальных деталей неровной толщины (сильфон и арматура) малого диаметра (рис. 7, а) вследствие относительно небольшой площади контакта ролик—деталь литая зона смещается в тонкую деталь и может даже выходить на поверхность, отсутствуя в толстой детали. Для получения нормального проплавления увеличивают диаметр ролика 1. Эффект смещения литой зоны возрастает, если тонкая деталь 2 имеет более низкую теплоэлектропроводность, чем толстая деталь. В этом случае для получения качественного соединения необходимо еще больше увеличивать площадь контакта ролик—деталь. Это может быть достигнуто, если вместо ролика применить электрод-планку 3 (рис. 7, б) или электрод-кольцо 4, имеющий внутреннюю рабочую поверхность (рис. 7, в). Ролик в таких случаях подводит ток и передает усилие промежуточному электроду (планке и кольцу), который обеспечивает получение требуемой площади контакта с тонкой деталью.
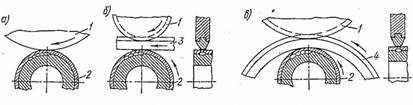
Рис. 7. Ролики и промежуточные электроды, применяемые при сварке деталей неравной толщины малого диаметра
Это интересно
Пожалуй, сейчас у каждого современного человека есть мобильный телефон, а у некоторых и не один. Порой бывает очень досадно, когда недавно приобретённый мобильный вдруг из новенького телефона превращается в потертый и поцарапанный телефонный аппарат, который иногда даже не хочется вынимать из кармана или сумки. Причина банальна – отсутствие чехла. Именно этот мобильный аксессуар предназначен для того, чтобы принять на себя основной удар от механических повреждений и перепадов температур, неизменно сопровождающих мобильный телефон в процессе его эксплуатации. В частности, чехол для iPhone 4 изготовляемый из различных материалов (прозрачный ультратонкий пластик, кожа, силикон и пр.) одинаково хорошо защитит ваш мобильный, при этом, разнообразный дизайн чехлов удовлетворит вкус даже самого изысканного владельца мобильного телефона.