Экспериментальное изучение процесса нанесения клеев после контактной сварки при изготовлении клеесварных конструкций
На процесс нанесения клеев под нахлестку после сварки действуют различные факторы, поэтому очень сложно по результатам изучения отдельных физико-химических параметров клеев или распределения зазоров под нахлесткой определить конечный результат процесса и дать конкретные рекомендации по технологии введения клеев. Следовательно, необходимо экспериментальное исследование процесса нанесения клеев в зазор под нахлестку после сварки.
Глубину проникновения клеев в зазор под нахлестку определяли на модельных и натурных образцах. Модельные образцы представляли собой две пластины из алюминиевого сплава Д16Т толщиной 2 мм, которые устанавливали в приспособление, позволяющее точно получать различные зазоры при постоянной нахлестке — 22 мм. Зазор изменяли в пределах 0,03…0,3 мм. Результаты экспериментов по заполнению зазоров клеем на модельных образцах представлены на рис. Клей ВК-1МС полностью заполняет зазоры 0,03 мм при использовании его в течение до 30 мин после приготовления; клей К-4С — в течение до 20 мин. Клей КЛН-1 при зазорах 0,03 мм не затекает в соединение, а при зазорах в пределах 0,05…0,08 мм проходит менее чем на половину глубину соединения с нахлесткой 22 мм. Клей ВК-39 полностью заполняет зазоры до 0,03 мм при использовании его в течение до 60 мин с момента приготовления. При зазорах в пределах 0,1…0,15 мм все исследуемые клеи полностью заполняют соединение с нахлесткой 22 мм, при этом время использования клеев ВК-1МС, К-4С, КЛН-1 и ВК-39 должно быть соответственно не более 60, 30, 20 и 90 мин при условии хранения их в емкостях с водяным охлаждением.
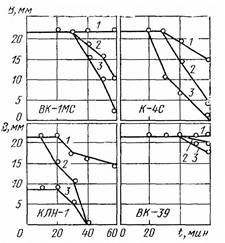
Рис. Зависимость глубины проникновения клеев от зазора B и времени использования с момента приготовления:
1 – B=0,1…0,15 мм; 2 – B=0,06…0,08 мм; 3 – B=0,03…0,05 мм
В табл. 1, 2 приведены результаты
экспериментов по заполнению зазоров на натурных образцах с нахлестками в
пределах 15…42 мм. Сварные соединения с различными зазорами под нахлесткой получали
путем изменения радиуса сферы электродов. Клей ВК-1МС полностью заполняет
зазоры до 0,03 мм при ширине нахлестки 15 и 18 мм в течение ![]() мин после
приготовления (хранение без охлаждения).
мин после
приготовления (хранение без охлаждения).
Таблица 1. Заполнение нахлестки, %, сварных соединений в зависимости от зазора и марки клея
|
Форма, ширина полки профиля, мм |
Время хранения клеев до введения, мин |
ВК-1МС |
К-4С |
КЛН-1 |
ВК-39 |
|||||||
|
Зазор, мм |
||||||||||||
|
0,03 |
0,06 |
0,1 |
0,03 |
0,06 |
0,1 |
0,03 |
0,06 |
0,1 |
0,03 |
0,06 и 0,1 |
||
|
Уголок, 15 |
5 |
100 |
100 |
100 |
100 |
100 |
100 |
25 |
80 |
100 |
100 |
100 |
|
10 |
100 |
100 |
100 |
100 |
100 |
100 |
10 |
55 |
90 |
100 |
||
|
20 |
90 |
100 |
100 |
60 |
80 |
85 |
о |
20 |
65 |
100 |
||
|
30 |
70 |
90 |
95 |
0 |
0 |
10 |
0 |
0 |
15 |
100 |
||
|
60 |
10 |
15 |
15 |
0 |
0 |
0 |
0 |
0 |
0 |
80 |
||
|
Уголок, 18 |
5 |
100 |
100 |
100 |
100 |
100 |
100 |
20 |
70 |
90 |
100 |
100 |
|
10 |
100 |
100 |
100 |
100 |
10 |
40 |
80 |
|||||
|
20 |
90 |
50 |
75 |
80 |
0 |
15 |
50 |
|||||
|
Тавр, 36 |
5 |
80 |
100 |
100 |
85 |
100 |
100 |
20 |
50 |
60 |
100 |
100 |
|
10 |
70 |
100 |
100 |
75 |
100 |
100 |
5 |
20 |
30 |
|||
|
20 |
60 |
80 |
90 |
50 |
70 |
80 |
0 |
10 |
20 |
|||
|
Швеллер, 42 |
5 |
80 |
90 |
100 |
80 |
90 |
100 |
5 |
20 |
35 |
100 |
100 |
|
10 |
65 |
75 |
90 |
60 |
70 |
80 |
2 |
10 |
20 |
|||
Таблица 2. Время заполнения нахлестки сварного соединения клемм в зависимости от зазора (средние данные по трем образцам)
|
Ширина полки профиля, мм |
Время хранения клеев до введения, мин |
Время заполнения нахлестки, мин |
|||
|
ВК-1МС |
К-4С |
КЛН-1 |
ВК-39 |
||
|
15 |
5 |
20 |
18 |
32 |
22 |
|
10 |
29 |
28 |
44 |
28 |
|
|
20 |
35 |
40 |
65 |
ЗЭ |
|
|
18 |
5 |
29 |
28 |
60 |
29 |
|
10 |
38 |
42 |
70 |
40 |
|
|
20 |
47 |
49 |
Не протек |
42 |
|
|
36 |
5 |
105 |
95 |
Не протек |
100 |
|
Примечания: 1. Зазор под нахлесткой в пределах 0,05…0,1 мм. 2. Температура 3.Хранение клеев без охлаждения. |
|||||
На образцах с шириной нахлестки 36 мм
клей заполняет полностью зазоры до 0,03 мм только при использовании его в
течение ![]() мин. При ширине нахлестки 42 мм даже
свежеприготовленный клей ВК-1МС не заполняет полностью зазоры до 0,03 мм. Клей
К-4С при ширине нахлестки 15 и 18 мм полностью заполняет зазоры до 0,03 мм только
при введении его в течение 15 мин с момента приготовления. Свежеприготовленный
клей КЛН-1 не заполняет полностью соединения с зазорами до 0,05 мм даже при
ширине нахлестки 15 мм.
мин. При ширине нахлестки 42 мм даже
свежеприготовленный клей ВК-1МС не заполняет полностью зазоры до 0,03 мм. Клей
К-4С при ширине нахлестки 15 и 18 мм полностью заполняет зазоры до 0,03 мм только
при введении его в течение 15 мин с момента приготовления. Свежеприготовленный
клей КЛН-1 не заполняет полностью соединения с зазорами до 0,05 мм даже при
ширине нахлестки 15 мм.
Клеи К-4С и КЛН-1 после выдержки без
охлаждения в течение до 20 мин становятся практически непригодными для введения
в зазоры даже при минимальной нахлестке (15 мм). При хранении клея ВК-1МС без
охлаждения в течение 30 мин, он становится практически непригодным для введения
даже при минимальной нахлестке (15 мм). Применение клея ВК-1МС с охлаждением
(температура воды ![]() С) возможно в течение 60 мин с момента
приготовления. При хранении клея ВК-39 без охлаждения в течение 60 мин
обеспечивается полное заполнение зазоров до 0,03 мм при ширине нахлестки 15 и
18 мм и зазоров 0,15…0,2 мм при ширине нахлестки 36 мм. Применение клея ВК-39 с
охлаждением возможно до 120 мин с момента приготовления.
С) возможно в течение 60 мин с момента
приготовления. При хранении клея ВК-39 без охлаждения в течение 60 мин
обеспечивается полное заполнение зазоров до 0,03 мм при ширине нахлестки 15 и
18 мм и зазоров 0,15…0,2 мм при ширине нахлестки 36 мм. Применение клея ВК-39 с
охлаждением возможно до 120 мин с момента приготовления.
С учетом данных табл. 27, 28 для
обеспечения гарантированного заполнения зазоров клей КЛН-1 следует применять
только для соединений с нахлесткой ![]() мм, клей К-4С — с нахлесткой
мм, клей К-4С — с нахлесткой ![]() мм и клеи
ВК-1МС и ВК-39 — для соединений с нахлесткой
мм и клеи
ВК-1МС и ВК-39 — для соединений с нахлесткой ![]() мм. Причем клей
КЛН-1 следует применять только в соединениях, имеющих зазоры
мм. Причем клей
КЛН-1 следует применять только в соединениях, имеющих зазоры ![]() мм. Клеи К-4С,
ВК-1МС и ВК-39 применять в соединениях, имеющих минимальные зазоры до 0,03 мм.
мм. Клеи К-4С,
ВК-1МС и ВК-39 применять в соединениях, имеющих минимальные зазоры до 0,03 мм.
В практике применения клеесварных
конструкций наиболее часто встречаются соединения с нахлесткой 15…18 мм и
зазором 0,05…0,15 мм. Исходя из этого, для клеев КЛН-1, К-4С, ВК-1МС и ВК-39
время хранения в емкостях с принудительным охлаждением (18±1°С) перед введением
под нахлестку должно быть соответственно ![]() , 30, 50 и 120
мин, а без охлаждения соответственно
, 30, 50 и 120
мин, а без охлаждения соответственно ![]() , 15, 30 и 60 мин с момента
приготовления. Обобщенные технологические свойства клеев приведены в табл. 3.
, 15, 30 и 60 мин с момента
приготовления. Обобщенные технологические свойства клеев приведены в табл. 3.
Согласно данным, приведенным в табл. 4, клеи необходимо вводить под нахлестку не позднее чем через двое суток с момента подготовки поверхности под сварку. При более длительных сроках введения (5 и 10 суток) у всех клеев наблюдается понижение прочностных свойств. Наибольшее снижение прочности отмечается у клея ВК-1МС. Это явление объясняется снижением уровня адгезии клеев к поверхности металла при длительном вылеживании деталей после подготовки поверхности из-за попадания под нахлестку пыли и увеличения количества влаги, адсорбированной на поверхности металла.
Таблица 3. Технологические свойства клеев при нанесении их после сварки
|
Марка клея |
Вязкость клея, с, после приготовления через, мин |
Возможность нанесения после сварки |
Допустимое время нанесения, мин |
|||||
|
5 |
15 |
30 |
60 |
90 |
120 |
|||
|
Клеи горячего отверждения: |
||||||||
|
ВК-1 |
65 |
70 |
85 |
125 |
190 |
310 |
Да |
60…90 |
|
ВК-1МС |
70 |
120 |
185 |
220 |
290 |
320 |
20…40 |
|
|
К-4С |
60 |
130 |
220 |
Застыл, не течет |
10…20 |
|||
|
ВК-17 |
130 |
190 |
210 |
290 |
— |
— |
15…20 |
|
|
ВК-32ЭМ |
Не течет |
— |
— |
— |
— |
Нет |
— |
|
|
ВК-32-200 |
90 |
120 |
195 |
240 |
— |
— |
Да |
20…40 |
|
ВК-36 |
Не течет |
— |
— |
— |
— |
Нег |
— |
|
|
ВК-37 |
То же |
— |
— |
— |
— |
— |
||
|
ВК-39 |
110 |
125 |
165 |
195 |
240 |
265 |
Да |
60…120 |
|
Клеи холодного отверждения: |
||||||||
|
КС-609 |
Не течет |
— |
|
|
|
Нет |
— |
|
|
КЛН-1 |
145 |
195 |
280 |
Застыл, не течет |
Да |
10…15 |
||
|
ВК-9 |
Не течет |
— |
— |
— |
|
Нет |
— |
|
|
КВС-4 |
|
|
|
|
|
|||
|
КАН-1 |
— |
— |
— |
|
— |
|||
Таблица 4. Влияние выдержки образцов перед нанесением клея под нахлестку на прочность клеесварных соединений (испытания при 20° С)
|
Время выдержки образцов до нанесения клея, сутки |
Предел прочности при сдвиге, МПа |
|||
|
ВК-1МС |
КЛН-1 |
К-4С |
ВК-39 |
|
|
2 ч |
16,2…20,1 |
8,3...11,3 |
22,7…27,0 |
19…21,6 |
|
2 |
13,2…19,1 |
8,6…11,2 |
21,6…25,0 |
16,2…19,1 |
|
5 |
11,7…16,4 |
7,3…9,6 |
20,1…22,0 |
15,2…19,2 |
|
10 |
10,8…15,2 |
7,8…9,5 |
17,1…21,1 |
15,7…18,1 |
|
Примечания: 1. Время выдержки определяется с момента окончания подготовки поверхности под сварку. 2. Перед испытаниями сварная точка высверлена. 3. Сварка производится через 30…40 мин после подготовки поверхности. |
||||
Введение клеев в зазор под нахлестку
следует проводить при температуре помещения ![]() С. При этом
клей, нанесенный тонким слоем на поверхность металла, быстро приобретает
температуру окружающего воздуха и становится на некоторое время (5…10 мин)
менее вязким, что улучшает проникновение его в зазор под нахлестку. При
нанесении клея на поверхность холодных деталей с температурой 10…15° С он быстро охлаждается и
становится на некоторое время более вязким, что ухудшает его проникновение в
зазор под нахлестку.
С. При этом
клей, нанесенный тонким слоем на поверхность металла, быстро приобретает
температуру окружающего воздуха и становится на некоторое время (5…10 мин)
менее вязким, что улучшает проникновение его в зазор под нахлестку. При
нанесении клея на поверхность холодных деталей с температурой 10…15° С он быстро охлаждается и
становится на некоторое время более вязким, что ухудшает его проникновение в
зазор под нахлестку.
В связи с этим детали, принесенные с улицы, особенно в холодное время года, необходимо перед введением клеев выдержать в помещении 4…6 ч.
Интересное явление увеличения глубины проникновения клеев отмечается при предварительном нанесении на поверхность адгезионных грунтовок типа СПМ (системы и продукты поверхностной модификации). Применение адгезионных грунтовок СПМ-20, СПМ-70 и СПМ-102 увеличило глубину проникновения клея ВК-1МС под нахлестку шириной 80 мм (зазоры в пределах 0,08…0,12 мм) на 25…40%, в зависимости от марки грунтовки по сравнению с обычной химической подготовкой поверхности под сварку. Механизм этого явления, по-видимому, объясняется уменьшением краевого угла смачивания клеев при нанесении адгезионных грунтовок на поверхность.
Данные табл. 1 показывают, что заполнение нахлестки сварного соединения клеем зависит от зазора между деталями. Поэтому влияние режимов сварки на зазоры под нахлесткой сварных соединений из алюминиевого сплава Д16Т исследовали на низкочастотной машине МТПТ-400 и конденсаторной машине МТК-8004. Режимы сварки в обоих случаях выбирали из условия полученного литого ядра требуемых для данной толщины размеров. Шаг сварных точек 30 мм. Как видно из данных, приведенных в табл. 5, основное влияние на зазор оказывает радиус сферы электродов и в меньшей степени «жёсткость» импульса сварочного тока. Путем подбора радиуса сферы электродов и режима сварки всегда можно получить зазоры между деталями, обеспечивающие полное заполнение нахлестки клеем.
Таблица 5. Зависимость величины зазоров под нахлесткой от толщины деталей и режимов сварки
|
Сочетание деталей |
Толщина деталей, мм |
Сварочная машина |
Радиус сферы электродов, мм |
Зазор под нахлесткой, мм |
Характеристик режима сварки |
|
Лист + лист |
1,2+1,2 |
МТК-8004 МТПТ-400 |
100 100 |
0,06 0,1 |
Жесткий Мягкий |
|
1,5+1,5 |
МТК-8004 МТПТ-400 |
100 100 |
0,08 0,12 |
Жесткий Мягкий |
|
|
Лист + профиль |
1+1,2 |
МТК-8004 МТПТ-400 |
100 100 |
0,05 0,08 |
Жесткий Мягкий |
|
Лист + лист |
1,5+1,5 |
МТПТ-400 |
50 100 200 |
0,2 0,12 0,08 |
Мягкий |
|
Примечание: Зазор измеряли по центру между двумя сварными точками. |
|||||
Помимо клеев под нахлестку сварных соединений после сварки можно вводить некоторые грунты и анаэробные композиции. После сварки можно вводить грунт ГФ-0114, который проникает под нахлестки с шириной полки до 18 мм и с зазорами до 0,05 мм. Однако из-за специфических тиксотропных свойств грунты продолжают течь после прохождения нахлестки по всей ширине, что приводит к образованию больших подтеков. Аналогичное явление, только в еще больших масштабах, отмечается при нанесении после сварки анаэробных композиций. Удаление подтеков является трудоемкой операцией, поэтому нанесение грунтов и анаэробных композиций после сварки практически не производят (в конструкциях, выполненных контактной сваркой).