Электромагнитный метод контроля сварных соединений при контактной сварке
Электромагнитный метод контроля или метод
вихревых токов при контактной варке используют для определения размеров литого
ядра ![]() при точечной сварке соединений на
деталях из стали 08кп, сплавов АМг6, Д16, ОТ4-1 (дефектоскопы ДСТ-5РПИ и др.).
При контроле (см. рис.) переменное магнитное поле 1 накладного преобразователя
2 возбуждает в зоне сварки вихревые токи 3, величина которых зависит от
локальной электропроводимости — размеров литого ядра. При отсутствии литого ядра
она максимальна и соответствует полному непровару (
при точечной сварке соединений на
деталях из стали 08кп, сплавов АМг6, Д16, ОТ4-1 (дефектоскопы ДСТ-5РПИ и др.).
При контроле (см. рис.) переменное магнитное поле 1 накладного преобразователя
2 возбуждает в зоне сварки вихревые токи 3, величина которых зависит от
локальной электропроводимости — размеров литого ядра. При отсутствии литого ядра
она максимальна и соответствует полному непровару (![]() ). С увеличением
литого ядра до номинального значения
). С увеличением
литого ядра до номинального значения ![]() она снижается на 12…15 %. Колебание
электропроводимости вызывает соответствующее изменение электрических параметров
она снижается на 12…15 %. Колебание
электропроводимости вызывает соответствующее изменение электрических параметров
![]() системы преобразователь— деталь и фазы
выходного напряжения, подводимого к клеммам А, Б электрического моста 4. Это
вызывает отклонение стрелки фазометра 5. Шкала прибора градуирована в размерах
системы преобразователь— деталь и фазы
выходного напряжения, подводимого к клеммам А, Б электрического моста 4. Это
вызывает отклонение стрелки фазометра 5. Шкала прибора градуирована в размерах ![]() . Наличие вмятин
от электрода учитывается при настройке дефектоскопа. Показания прибора
чувствительны к изменению зазоров между деталями, размеров пояска и вмятины.
. Наличие вмятин
от электрода учитывается при настройке дефектоскопа. Показания прибора
чувствительны к изменению зазоров между деталями, размеров пояска и вмятины.
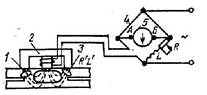
Рис. Схема измерения электропроводимости зоны точечной сварки дефектоскопом