Машини шовного зварювання
У машинах шовного зварювання всередині корпусу (див. рис.) влаштовані трансформатор зварювальний (типу ГК) і механізм обертання роликів з електроприводом. Привід може здійснюватись на один або на два привідних ролика в особливо відповідальних випадках. Найбільш розповсюджені електродвигунні приводи постійного або змінного струму. Регулювання кутової швидкості при використанні електродвигунів може здійснюватись механічними безступеневими варіаторами швидкостей, магнітними і ковзними муфтами. Перервне обертання роликів здійснюється механічними системами з використанням «мальтійського хреста», пневматичними приводами з храповим або зубчастим зчепленням або з кроковим приводом із електромагнітною муфтою. У ряді випадків обертання роликів здійснюється шарошками, які одночасно проводять зачистку робочої поверхні роликів.
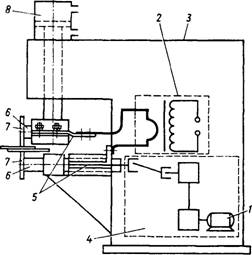
Рис. Схема машини шовного зварювання:
1- двигун; 2 - трансформатор зварювальний: 3 - корпус-станина: 4 - привід обертання роликів; 5 - струмопідводи; 6 - консолі; 7 - електроди-ролики; 8 - привід стискання деталей
У шовних машинах верхній ролик переміщується разом з повзуном віл пневматичного приводу механізму стиснення. Струмоведучі та силові елементи зварювального контуру шовних машин мають ковзний електричний контакт. Іноді контакт навантажують і стискаючим зусиллям (машини малої і середньої потужності). У машинах великої потужності контакт звичайно є розвантаженим.
У багатьох сучасних машинах (див. табл.) передбачено нескладне переналагодження верхньої і нижньої головок для зварювання поперечних і поздовжніх швів обичайок. Машини комплектуються діючими переривниками і блоками керування типів ПК, ПСЛ, БР, ШУ, РКМ, РВИ, тиристорними контакторами.
Таблиця. Призначення машин шовного зварювання
|
Тип машини |
Призначення машин шовного зварювання |
|
МШ-802 УХЛ4 |
Зварювання внапустку сітки (довжина зварного шва 151 мм). Зварюваний матеріал - сітка № 1,4-0,36 (ГОСТ 12184-66) |
|
МШ-1001 УХЛ4 |
Зварювання деталей із низьковуглецевих та легованих сталей без покриття з максимальною товщиною до 1,2+1,2 мм |
|
МШ-1601 УХЛ4 |
Те саме для товщин до 1,5+1,5 мм |
|
МШ-2203 УХЛ4 |
Зварювання герметичним і міцним швами деталей з низько вуглецевих і легованих сталей без покриття. Товщина деталей від 0,5+0,5 мм до 2+2 мм |
|
МШ-2001 У4 |
Те саме. Товщина деталей з низьковуглецевих сталей від 0,5+0,5 мм до 1,8+1,8 мм, з нержавіючих сталей від 0,3+0,3 мм до 1,5+1,5 мм |
|
МШ-3201 У4 |
Те саме. Товщина деталей з низьковуглецевої сталі від 0,8+0,8 мм до 3 + 3 мм, з нержавіючої сталі від 0,8+0,8 мм до 2,5+2,5 мм |
|
МШ-3204 У4 |
Зварювання міцнощільними швами за відбортовкою масляних баків та інших аналогічних виробів з низьковуглецевих сталей без покриття завтовшки від 0,8+0,8 до 3+3 мм, освинцьованих і оцинкованих сталей - до 2+2 мм |
|
МШ-3207 УХЛ4 |
Зварювання герметичних і міцних швів паливних баків та інших аналогічних виробів. Товщина зварюваних низьковуглецевих сталей від 0,5+0,5 до 3+3 мм, з нержавіючої сталі - від 0,3+0,3 до 2,5+2,5 мм. Зварювання поперечних швів |
|
МШ-3208 УХЛ4 |
Те саме. Зварювання поздовжніх швів |
|
МШН-6 УХЛ4 |
Багатоелектродне шовне приварювання заготовок контактних планок розміром 63×148 мм до безмежного сіткового полотна з кроком 500…900 мм з одночасним проварюванням сітчастого полотна між планками. Матеріали, що зварюються: сітка № 1,6-0,36 (ГОСТ 12184-66), планка-сталь - 5-П-М-08 кп (ГОСТ 16523-70) завтовшки 1 мм. |