Однофазні машини для електричного контактного зварювання
Універсальні стаціонарні однофазні машини для точкового зварювання (рис. 1, табл. 1) складаються з корпуса, в середині якого знаходиться зварювальний трансформатор, колодки вторинного витка якого з'єднані з консолями-хоботами, електродотримачами і електродами гнучкими та жорсткими шинами. Верхній електрод переміщується вверх і вниз (робочий і додатковий хід) разом із верхнім повзуном механізму стику. Найбільше розповсюдження в цих машинах набули пневматичні приводи зусилля (пневмопоршневі й пневмодіафрагмові). У пневматичних системах обладнання для контактного зварювання використовуються електропневматичні клапани та пневморозподілювачі, які змінюють напрямки потоків стиснутого повітря у пневмоприводах, типів КПЭМ (змінного струму), КЭП, П-ЭПР, П-РЭ, В та П-Р4Ф (постійного струму на 12, 24, 36...В), перемикачі та пневморозподілювачі ручні кранові типів ППМ, П-РВП, В-71 та ін.
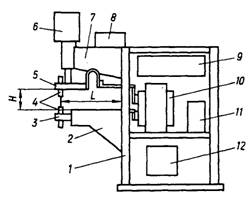
Рис. 1. Схема машини точкового зварювання:
1 - корпус; 2 - кронштейн нижній; 3, 5 - хобот нижній та верхній; 4 – електродотримачі; 6 - привід стиснення; 7 - кронштейн верхній; 8 - блок пневмоапаратури; 9 - регулятор циклу зварювання; 10 - трансформатор зварювальний; 11 - перемикач ступенів; 12 - контактор; Н - розхил консолей; L - виліт електродів
Для аварійного випуску стиснутого повітря із пневмосистеми використовують пневморозподілювачі аварійні типу П-РА, а для підвищення швидкодії вихлопу стиснутого повітря шляхом зменшення опору вихлопної лінії - пневмоклапани типів КПВМ чи П-КБВ.
Регулювання витрат стиснутого повітря в одному напрямку та забезпечення незалежного проходу повітря у зворотному напрямку відбувається за допомогою пневматичних дроселів типу ПД. Для дроселювання повітря на виході в атмосферу, а також для регулювання швидкості переміщення виконавчих органів пневмосхем застосовують пневмодроселі типів КДП, В та П-ДВ. З метою гальмування руху виконавчих органів пневмоприводів (шляхом натиснення спеціального упора на ролик) пневмосхеми комплектують дроселями типу П-ДТ.
Зниження тиску повітря та підтримка його на потрібному постійному рівні виконується редукуючими пневмоклапанами типів ВР, ГД, РВ, БВ та 122-16.
Зменшення шуму під час вихлопу повітря в атмосферу із пневмосистеми домагаються за допомогою пневмоглушників типів П-Г1, ГП, ПГМ і ПГК.
Сучасне обладнання для електричного контактного зварювання може бути укомплектовано окремими пневматичними блоками типу ПБУ. що призначаються для регулювання, контролю, керування подаванням стиснутого повітря та для регулювання швидкості переміщення пневмодвигунів, до складу яких входять пневмоклапан, редукційний клапан, манометр, пневморозподілювач, дросель та глушник.
Підготовка стиснутого повітря перед подаванням до пневмосистеми (очищення від твердих часток води та масла) здійснюється фільтрами-вологовіддільниками типу БВ та 22-10.
Для змазування поверхонь пневмоприводів шляхом впорскування у потік стиснутого повітря розпиленого масла призначаються спеціальні маслорозпилювачі типів ЛП, В44 та 2-10.
У складі обладнання сучасного виготовлення використовують і окремі пневматичні блоки підготовки стиснутого повітря типів П-Б16 та П-Б6, які мають фільтр, трилінійний двопозиційний вентиль, маслорозпилювач, манометр та випускний клапан.
Верхній повзун контактних машин переміщується у напрямних тертя ковзання чи тертя кочення. Необхідна стабільність зусилля й рухомості електродів забезпечується пружним елементом між штоком і напрямною — так званим компенсатором (найчастіше, пружинним). Комплектуються такі машини трансформаторами типів К, TBK, ТК, регуляторами циклів зварювання типів РКС, РВИ та РКМ, контакторами типу КТ.
Підвісні однофазні машини для точкового зварювання, звичайно, виготовляються з роздільно виконаним трансформатором, який з'єднується і зварювальними кліщами чи пістолетами гнучким кабелем (рис. 2…6, табл. 2). Віддають перевагу біфілярним кабелям, які характеризуються малою індуктивністю електродинамічних сил і меншими поштовхами при вмиканні струму.
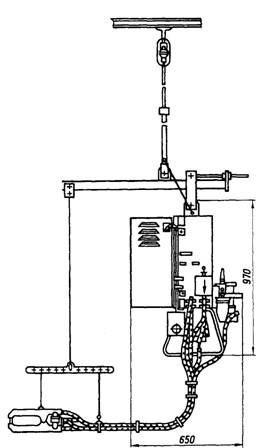
Рис. 2. Машина підвісна типу МТП-1111 УХЛ4
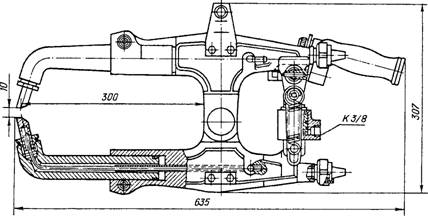
Рис. 3. Кліщі типу КТГ8-1
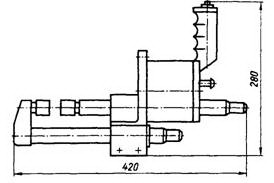
Рис. 4. Кліщі типу КТГ8-7
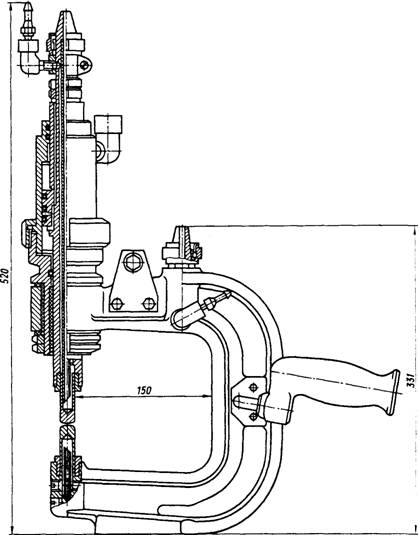
Рис. 5. Кліщі типу КТГ12-3-1
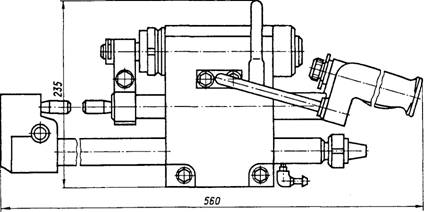
Рис. 6. Кліщі типу КТГ8-3
Зварювальні трансформатори броньового типу часто вміщують і самі кліщі, що помітно зменшує опір вторинного контуру машини. Комплектуються підвісні машини пневматичними гідравлічними та пневмогідравлічними приводами стиснення деталей.
Зварювальні кліщі можуть мати радіальний чи прямолінійний хід електродів.
Цикл зварювання найчастіше керується регуляторами типів РВИ та РКС. Контактори в машинах тиристорні типу КТ.
Основний блок машин, який вміщує трансформатор, кожух, апаратуру керування і електричний прилад, підвішується до підтримуючого приладу (тельфер чи кран-балки) через телескопічну штангу, за допомогою якої встановлюється висота підвісу.
Зварювальні кліщі спеціальним тросом кріпляться до того ж підтримуючого приладу.
Машини нового тішу МТП-2402 і МТП-2402-1 з кліщами К0125 та К0126 (рис. 7), що розроблені в IЕЗ ім. Є.О. Патона HAH України, для зварювання арматури в будь-якому положенні керуються регуляторами на базі однокристальних ЕОМ.
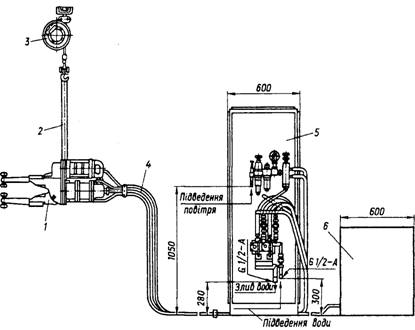
Рис. 7. Підвісна машина МТП-2402:
1 - кліщі зварювальні; 2 - підвіска; 3 - балансир пружинний; 4 - кабель; 5 - шафа керування; 6 - шафа силова
Кліщі мають розхил - 65 мм та виліг електродів - 370 мм. Деталі під час зварювання стискуються зусиллям до 8 кН, робочий хід електродів при цьому дорівнює 98 мм.
У кліщах К0126 на відміну від К0125 вбудовані трансформатор зварювальний на частоту 500…700 Гц. а у вторинний контур - двоперіодний випрямляч.
Напруга (високочастотна) подається на первинні обмотки трансформатора від інверторного джерела живлення, що розташоване у силовій шафі, а випрямлячем є два діоди Д253-4000-1, які кріпляться на колодках вторинного витка трансформатора.
Таблиця 1. Призначення однофазних машин контактного зварювання
|
Тип машини |
Призначення (зварюють) |
|
МТ-810 |
Низьковуглецеві сталі завтовшки від 0,25+0,25 до 3,0+3,0 мм |
|
МТР-1201 |
Листові низьковуглецеві сталі завтовшки від 0,2+0,2 до 3,0+3,0 мм |
|
МТ-1222 |
Низьковуглецеві сталі. У жорсткому режимі - завтовшки від 0,5+0,5 до 1,6+1,6 мм. У м'якому - завтовшки від 0,5+0,5 до 5,0+5,0 мм. Нержавіючі сталі завтовшки 1,0+1,0 мм, алюмінієві сплави завтовшки 0,6+0,6 мм |
|
МТР-1701 |
Низьковуглецеві сталі завтовшки від 0,5+0,5 мм до 5,0+5,0 мм |
|
МТ-1818 |
Низьковуглецеві сталі завтовшки від 0,5+0, 5 до 3,0+3,0 мм; леговані сталі типу 12Х18Н9Т - від 0,5+0,5 мм до 1,5+1,5 мм, титанові сплави - від 0,5+0,5 до 2,0+2,0 мм, хрестоподібні з'єднання із стрижнів арматури класу А-І з діаметром від 4,0+4,0 до 16,0+16,0 мм, класів А-ІІ і А-ІІІ - від 6,0+6,0 до 12,0+12,0 мм |
|
МТ-1927 |
Низьковуглецеві сталі завтовшки від 0,5+0,5 мм до 4,0+4,0 мм; нержавіючі сталі і титанові сплави - від 0,5+0,5 мм до 4,0+4,0 мм, хрестоподібні з'єднання із стрижнів арматури класу А-І з діаметром від 4,0+4,0 до 16,0+16,0 мм, класів А-І і А-ІІІ - від 6,0+6,0 до 10,0+10,0 мм |
|
МТ-2023 |
Низьковуглецеві сталі завтовшки від 0,5+0, 5 до 3,0+3,0 мм, леговані і низьковуглецеві сплави та сталі завтовшки до 1,0+1,0 мм |
|
МТ-2024, МТ-2024-1 |
Низьковуглецеві сталі завтовшки від 0,8+0,8 до 2,5+2,5 мм, (у м'якому режимі від 0,8+8,0 до 5,0+5,0 мм); леговані сталі типу 12Х18Н9Т і 30ХГСА; титанові сплави типу ОТ4 завтовшки від 0,5+0,5 до 3,0+3,0 мм |
|
МТ-2103, МТ-2103-1 |
Низьковуглецеві і леговані сталі завтовшки від 1,0+1,0 до 4,0+4,0 мм, хрестоподібні з'єднання із стрижнів арматури класу А-І з діаметром від 4,0+4,0 до 22,0+22,0 мм; класу А-ІІІ з діаметром від 8+8 до 16,0+16,0 мм |
|
МТР-2401 |
Листові низьковуглецеві сталі завтовшки від 0,5+0,5 до 6,0+6,0 мм |
|
МТ-2827 |
Низьковуглецеві сталі завтовшки від 1,0+1,0 до 6,0+6,0 мм; нержавіючі сталі типу 12Х18Н9Т і титанові сплави типу ОТ4 - від 1,0+1,0 до 2,5+2,5 мм; хрестоподібні з'єднання із стрижнів арматури класу А-І з діаметром від 6,0+6,0 до 22,0+22,0 мм; класу А-ІІ і А-ІІІ - від 6,0+6,0 мм до 18,0+18,0 мм |
|
МТ-3001, МТ-3001-1 |
Низьковуглецеві сталі завтовшки від 0,8+0,8 до 7,0+7,0 мм; нержавіючі сталі типу 12Х18Н9Т і титанові сплави типу ОТ4 - від 1,0+1,0 до 3,0+3,0 мм; алюмінієві сплави - від 0,5+0,5 до 1,0+1,0 мм, хрестоподібні з'єднання із стрижнів арматури класу А-І з діаметром від 6,0+6,0 до 25,0+25,0 мм; класу А-ІІ і А-ІІІ - від 6,0+6,0 до 18,0+18,0 мм |
|
МТ-4019 |
Низьковуглецеві сталі завтовшки від 0,5+0,5 до 1,5+1,5 мм; нові алюмінієві сплави - від 0,3+0,3 до 1,5+1,5 мм |
|
МТ-4021 |
Алюмінієві сплави завтовшки від 0,3+0,3 до 1,7+1,7 мм; титанові сплави, нержавіючі, жароміцні сталі; сталі, які загартовуються, завтовшки від 0,5+0,5 до 5,0+5,0 мм; низьковуглецеві сталі - до 8,0+8,0 мм |
|
МТ-4224, МТ-4224-1 |
Низьковуглецеві сталі (у жорсткому режимі) завтовшки від 1,0+1,0 до 6,0+6,0 мм; (у м'якому режимі) від 1,0+1,0 до 10,0+10,0 мм; нержавіючі сталі марки 12Х18Н9Т і титанові сплави типу ОТ4 - від 2,0+2,0 до 4,0+4,0 мм; алюмінієві сплави марки АМг - від 1,0+1,0 до 2,0+2,0 мм; хрестоподібні з'єднання із стрижнів арматури класу А-І: у жорсткому режимі з діаметром |
|
МТ-4218 |
Низьковуглицеві сталі завтовшки від 2,0+2,0 до 10,0+10,0 мм; нержавіючі сталі типу 12Х18Н9Т і титанові сплави типу ОТ4- від 2,0+2,0 до 4,0+4,0 мм; хрестоподібні з¢єднання із стрижнів арматури класу А-I від 8,0+8,0 до 40,0+40,0 мм, класів А-II А-III – від 8,0+8,0 до 32,0+32,0 мм |
Таблиця 2. Призначення однофазних підвісних машин точкового зварювання
|
Тип машини |
Призначення |
|
КСБ-02 УХЛ4 |
Використовуються в ремонтних майстернях та побуту для зварювання деталей із низьковуглецевих сталей завтовшки від 0,5+0.5 до 1,5+1,5 мм |
|
МТП-803У4 |
Зварювання низьковуглецевих сталей завтовшки від 0,5+0,5 до 3,0+3,0 мм, арматури з діаметром стрижнів від 5,0+3,0 до 20+8 мм |
|
МТП-809 УХЛ4 |
Зварювання арматури з діаметром мінімальним 3,0+5,0 мм та максимальним для низьковуглецевої + низьколегованої арматури класів А-І + А-І. В-І + В-І -10+10 мм, А-І + А-ІІІ - 8+10 мм |
|
МТП 1110 УХЛ4 |
Зварювання листових конструкцій із низьковуглецевої сталі; у жорсткому режимі завтовшки від 0,5+0,5 до 1,2+1,2 мм, у м'якому режимі завтовшки від 2,0+2,0 мм; зварювання прутків у навхрест із арматури класу А-І у жорсткому режимі діаметром від 5,0+5,0 до 6,0+6,0 мм, у м'якому режимі з діаметром до 16,0+16,0 мм, арматури класів А-ІІ і А-Ш з діаметром від 6,0+6,0 до 8,0+8,0 мм |
|
МТП-1111 УХЛ4 |
Зварювання листових конструкцій із низьковуглецевих сталей: у жорстких режимах завтовшки від 0,5+0,5 до 1,2+1,2 мм, у м'яких режимах завтовшки від 0,5+0,5 до 2,0+2,0 мм; зварювання прутків навхрест із арматури класу А-І: у жорсткому режимі діаметром від 0,5+0,5 до 6,0+6,0 мм, у м'якому режимі - діаметром від 0,5+0,5 до 16,0+16,0 мм, з арматури класів А-ІІ і А-ІІІ діаметром від 6,0+6,0 до 8,0+8,0 мм |
|
К-264 (МТП-1210 УХЛ4) |
Одностороннє зварювання в різних просторових положеннях низько вуглецевих сталей завтовшки до 1,2 мм з виробами завтовшки не менше 3,5 мм, а також для зварювання листів завтовшки до 1,2+1,2 мм на мідній підкладці |
|
МТП-1401 УХЛ4 |
Зварювання листів із низьковуглецевої сталі завтовшки від 0,5+0,5 до 3,0+3,0 мм, арматури навхрест з діаметром від 5,0+5,0 до 20,0+8,0 мм |
|
МТП-1409 УХЛ4 |
Зварювання низьковуглецевих сталей кліщами КТГ-12-3 завтовшки від 0,5+0,5 до 4,0+4,0 мм; кліщами КТГ-12-3-2 - від 0,5+0,5 до 2,5+2,5 мм, діаметром зварювання навхрест прутків із сталі класів А-І, А-ІІ, А-ІІІ; кліщами КТГ-12-3-1 - від 4,0+4,0 до 12+12 мм, кліщами КТГ-12-3-2 - від 4,0+4,0 до 16+16 мм. Мінімальний розмір зварюваної комірки 250×250 мм для кліщів КТГ-12-3-1 і 300×300 мм, для кліщів КТГ-12-3-2 |
|
К-243ВУ4 |
Зварювання арматури періодичного та гладкого профілю з діаметром (номінальним) 14+14 мм, максимальним 14+40 мм |
|
МТП-2402, МТП-2402-1 |
Зварювання сіток із стрижнів арматури з діаметром 16+40 мм періодичного і гладкого профілю, а також просторових арматурних каркасів |