Оборудование для контактной сварки клеесварных конструкций, приготовления и нанесения клеев
Для контактной точечной сварки деталей и узлов из алюминиевых и магниевых сплавов рекомендуется применять машины, обеспечивающие получение униполярного импульса сварочного тока, в первую очередь конденсаторные, а также машины с выпрямлением тока во вторичном контуре. Для контактной шовной сварки этих же сплавов наиболее целесообразно применять машины с выпрямлением тока во вторичном контуре. Для контактной точечной и шовной сварки деталей и узлов из титановых сплавов и сталей рекомендуется применять машины переменного тока и с выпрямлением тока во вторичном контуре.
Выбор машины для точечной и шовной сварки определяется геометрическими размерами свариваемого узла, маркой материала и толщиной деталей в пакете (табл. 48). Сведения по конструкции, эксплуатации и наладке машин для контактной точечной и шовной сварки, а также рекомендации по выбору материала электродов, их форме и размерам приведены в разделах сайта «Оборудование» и «Электроды».
Для обеспечения возможности механизированной контактной точечной сварки крупногабаритных клеесварных панелей разработаны две уникальные машины МТВ-6305 и МТВГ-6306 (рис. 1 и 2). Обе машины с выпрямлением тока во вторичном контуре.
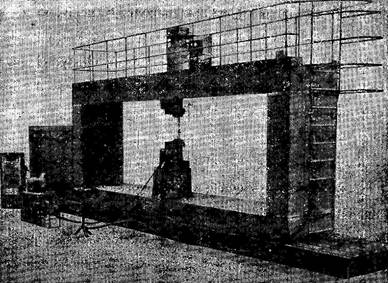
Рис. 1. Контактная точечная портальная машина МТВ-6305
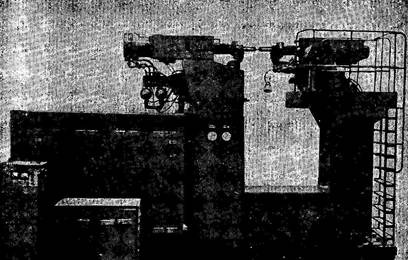
Рис. 2. Контактная точечная машина с горизонтальным расположением электродов МТВГ-6306
Машина МТВ-6305 портального типа с расстоянием между стойками портала 6300 мм, вылетом 3150 мм и раствором консолей 2100 мм. На машине можно сваривать панели одинарной и двойной кривизны длиной до 15000 мм и шириной до 3500 мм из алюминиевых, магниевых и титановых сплавов, а также из сталей всех марок толщиной 0,8…2,5 мм.
Машина МТВГ-6306 с горизонтальным расположением электродов, вылетом 2400 мм и раствором консолей 1400 мм. На машине можно сваривать панели плоские, одинарной и двойной кривизны длиной до 15000 мм и шириной до 2500 мм из алюминиевых, магниевых и титановых сплавов, а также из сталей всех типов толщиной 0,6…2,5 мм.
При изготовлении клеесварных панелей клеи наносят в основном вручную (рис. 3), для чего используют различные шприцы, трубы и карандаши. Разработаны установки для механизированного нанесения (введения) клеев в зазор под нахлестку сварного соединения (рис. 4).

Рис. 3. Нанесение клеев под нахлестку сварного соединения вручную с помощью шприца
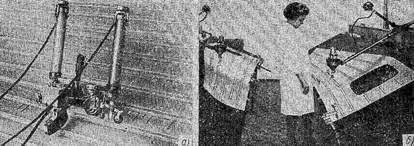
Рис. 4. Полуавтоматы для нанесения клеев под нахлестку:
а – тракторного типа; б – консольного типа
Для приготовления клея отдельные
компоненты его последовательно взвешивают на весах (механических или
электрических), а затем вручную перемешивают, что вводит субъективный фактор в
процесс изготовления клеев. Для механизированного приготовления клеев
разработаны специальные автоматы. Например, установка ДСК-300 предназначена для
механизированного приготовления клеев ВК-1МС, К-4С, КЛН-1 и ВК-39. Установка
ДСК-300 автоматически дозирует необходимое для данной порции клея количество
основы и отвердителя и перемешивает их в стаканчике специальной мешалкой.
Скорость и время перемешивания клея можно изменять в широких пределах.
Установка может готовить любые нужные порции клея массой 50…300 г. Время
приготовления одной порции клея ![]() мин.
мин.
Для отверждения клеевой прослойки в
клеесварных соединениях используют специальные печи, например, типа ПАП-12,
обеспечивающие точность выдержки температуры в пределах ![]() С. Температура
отверждения большинства клеев 120°
С.
С. Температура
отверждения большинства клеев 120°
С.