Принципова схема та сутність процесу шовного зварювання
При шовному зварюванні (деталей із листового металу по напустці або відбортовці) використовуються електроди у формі дисків (див. рис.), що підводять струм, передають зусилля зварювання і переміщують деталі з потрібною швидкістю внаслідок обертання навколо власної осі. З'єднання формуються у рідкій фазі безперервними або переривчастими швами з підведенням струму з обох чи одного боку деталей.
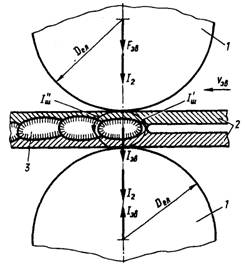
Рис. Схема шовного зварювання:
![]() - діаметр електродів 1;
- діаметр електродів 1; ![]() - зусилля зварювання;
- зусилля зварювання;
![]() - швидкість зварювання; 2 - деталі, що
зварюють;
- швидкість зварювання; 2 - деталі, що
зварюють; ![]() - струм вторинний;
- струм вторинний; ![]() - струм зварювальний;
- струм зварювальний; ![]() ,
, ![]() - струм шунтування; 3 - з'єднання шовне
- струм шунтування; 3 - з'єднання шовне
Під час шовного зварювання частина вторинного струму машини шунтується - проходить повз зони розплавлення крізь точки, що виникли раніше, та ущільнювальний пас попереду ролика-електрода (див. рис.). Це явище є особливо помітним при зварюванні металів з низьким питомим опором. При зварюванні металів з підвищеним питомим опором або під час зварювання на великих швидкостях частка вторинного струму, що шунтується, виявляється незначною.
Внаслідок підвищення температури металу, де формується нове лите ядро, виділення тепла Джоуля на контактних опорах (електрод-деталь та деталь-деталь) є суттєво меншим, ніж при точковому зварюванні. Тому швидкість кристалізації ядра зменшується, що відповідно зменшує величини залишкових напружень у зварній конструкції. Пластичне деформування металу при шовному зварюванні має деякі особливості. Виникнення першої точки відбувається за схемою формування з'єднання під час точкового зварювання, коли частіша нагрітого металу витискується з-під електродів у зазор між деталями завдяки тепловому розширенню металу у контакті деталь-деталь. Виникнення наступних точок супроводжується видавлюванням металу перед електродами, як і при точковому зварюванні. В зоні за електродами метал витягується за роликами. Такий характер пластичної деформації спричинює появу не тільки «серповидного» рельєфу на поверхні швів, але й ущільнення попередньої точки внаслідок повторного нагрівання та пластичного деформування металу за електродом. А коли це не відбувається, наприклад, під час затвердіння рідкого металу, що має тривалий інтервал кристалізації, для запобігання виникненню пухкостей, гарячих тріщин та зменшення залишкових напружень і ущільнення литого ядра, застосовується крокове обертання електродів. Зупинка електродів у момент проходження струму сприяє ущільненню швів, а також інтенсивному охолодженню зони зварювання і електродів, зменшенню температури у контактах електрод-деталь.
Загальний ступінь деформації і розміри ущільнювального паса при шовному зварюванні є більшими, ніж при точковому зварюванні, що дає можливість зменшувати час та зусилля зварювання.
Литий метал швів звичайно має низьку пластичність, особливо, коли деталі виготовлені із високоміцних сталей, які чутливі до термічного циклу зварювання, або сплавів, які схильні до виникнення лікваційних зон.
У металі навколошовної зони внаслідок впливу термомеханічного циклу шовного зварювання відбуваються зміни вихідної структури та механічних властивостей. Тут можливо виявити ділянки гартування, відпуску, перегрівання, рекристалізації та лікваційні зони. Розвиток процесів, що викликають подібні явища, можливо частково регулювати зміною швидкості зварювання, струму і зусилля зварювання, а також охолодженням деталей та електродів.
Нерівномірність хімічного складу та структурного стану металу швів та зон термічного впливу виправляють термічною обробкою зварної конструкції.