Регулирование процесса точечной и шовной сварки по перемещению электрода
При точечной и роликовой сварке могут
быть различные возмущения процесса, изменяющие условия формирования литой зоны
соединений и ее номинальные размеры. Перемещение ![]() подвижной
головки машины, имеющее наиболее тесную связь с размерами литой зоны, может быть
использовано не только для контроля, но и для автоматического регулирования
процессов точечной и роликовой сварки.
подвижной
головки машины, имеющее наиболее тесную связь с размерами литой зоны, может быть
использовано не только для контроля, но и для автоматического регулирования
процессов точечной и роликовой сварки.
Обобщенная структурная схема системы
автоматического регулирования по величине ![]() приведена на
рис. 1. При наличии возмущений, связанных непосредственно со сварочной машиной
(
приведена на
рис. 1. При наличии возмущений, связанных непосредственно со сварочной машиной
(![]() ,
, ![]() ,
, ![]() ,
, ![]() ) и с зоной сварки (шунтирование)
изменяется параметр регулирования — перемещение
) и с зоной сварки (шунтирование)
изменяется параметр регулирования — перемещение ![]() , измеряемое
соответствующим датчиком Д. Электрический сигнал датчика, пропорциональный
, измеряемое
соответствующим датчиком Д. Электрический сигнал датчика, пропорциональный ![]() , сравнивается с
сигналом задающего устройства ЗУ и их разность поступает на преобразователь П,
который обеспечивает необходимое соответствие между выходным напряжением и
изменением регулирующего параметра блока управления БУ сварочной машиной
(прерыватель или СПУ). В качестве регулирующего параметра используют величину
сварочного тока
, сравнивается с
сигналом задающего устройства ЗУ и их разность поступает на преобразователь П,
который обеспечивает необходимое соответствие между выходным напряжением и
изменением регулирующего параметра блока управления БУ сварочной машиной
(прерыватель или СПУ). В качестве регулирующего параметра используют величину
сварочного тока ![]() и длительность его протекания
и длительность его протекания ![]() . При точечной сварке с
. При точечной сварке с ![]() необходимо также одновременно с
воздействием на
необходимо также одновременно с
воздействием на ![]() автоматически изменять момент
автоматически изменять момент ![]() приложения
приложения ![]() .
.
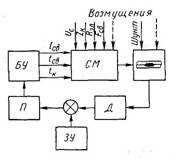
Рис. 1. Обобщенная структурная схема автоматического
регулирования процесса сварки по ![]() :
:
СМ—сварочная машина; БУ — блок управления; П — преобразователь; ЗУ — задающее устройство; Д — датчик
Автоматические регуляторы,
воздействующие с целью получения стабильных размеров литой зоны на ![]() , разработаны для точечной и роликовой
сварки сталей. Величину
, разработаны для точечной и роликовой
сварки сталей. Величину ![]() измеряют индуктивным датчиком. На рис. 2
показан принцип регулирования
измеряют индуктивным датчиком. На рис. 2
показан принцип регулирования ![]() в зависимости от величины и знака
рассогласования между заданной программой изменения перемещения
в зависимости от величины и знака
рассогласования между заданной программой изменения перемещения ![]() и фактической величиной
и фактической величиной ![]() , которой
пропорционально напряжение датчика
, которой
пропорционально напряжение датчика ![]() . При уменьшении
. При уменьшении ![]() сварочный ток увеличивается, а при
повышении — снижается. При достижении фактической величины перемещения
сварочный ток увеличивается, а при
повышении — снижается. При достижении фактической величины перемещения ![]() заданного
уровня при времени
заданного
уровня при времени ![]() ток выключается и процесс сварки
прекращается. Однако рассмотренная система автоматического регулирования
является достаточно сложной и относительно малоустойчивой при больших возмущающих
воздействиях.
ток выключается и процесс сварки
прекращается. Однако рассмотренная система автоматического регулирования
является достаточно сложной и относительно малоустойчивой при больших возмущающих
воздействиях.

Рис. 2. Регулирование ![]() по заданной
программе изменением
по заданной
программе изменением ![]()
Более простым является регулятор,
выключающий ![]() по достижении
по достижении ![]() заданного
значения, соответствующего номинальным размерам литой зоны. Для этой цели могут
быть использованы приборы контроля
заданного
значения, соответствующего номинальным размерам литой зоны. Для этой цели могут
быть использованы приборы контроля ![]() , указанные выше, в режиме работы
«Автоматическое выключение тока» (АВТ). Сварочный ток выключается при замыкании
нормально открытого контакта электроконтактного датчика. При работе с
регулятором
, указанные выше, в режиме работы
«Автоматическое выключение тока» (АВТ). Сварочный ток выключается при замыкании
нормально открытого контакта электроконтактного датчика. При работе с
регулятором ![]() устанавливается в 1,5…2 раза больше (в
зависимости от ожидаемых максимальных возмущений процесса), чем
устанавливается в 1,5…2 раза больше (в
зависимости от ожидаемых максимальных возмущений процесса), чем ![]() номинального режима сварки.
номинального режима сварки.
В отдельных случаях выключать ![]() целесообразно и в момент выплеска, так
как дальнейшее протекание
целесообразно и в момент выплеска, так
как дальнейшее протекание ![]() ухудшает качество соединений, например
при роликовой сварке легких сплавов. В табл. 1 приведены данные о работе такого
регулятора при точечной сварке стали Х18Н9Т толщиной 1,5+1,5 мм. Однако, если
для сварки использовать неизменный
ухудшает качество соединений, например
при роликовой сварке легких сплавов. В табл. 1 приведены данные о работе такого
регулятора при точечной сварке стали Х18Н9Т толщиной 1,5+1,5 мм. Однако, если
для сварки использовать неизменный ![]() , то при большой величине возмущений,
вызывающих уменьшение
, то при большой величине возмущений,
вызывающих уменьшение ![]() , например —20%
, например —20% ![]() или +40%
или +40% ![]() (см. табл. 1) регулятору
приходится значительно увеличивать
(см. табл. 1) регулятору
приходится значительно увеличивать ![]() . При этом из-за существенного изменения
жесткости режима может ухудшаться связь
. При этом из-за существенного изменения
жесткости режима может ухудшаться связь ![]() с
с ![]() и
и ![]() и размеры
получаемых литых зон точек будут отличаться от номинальных. Чтобы исключить
это, для сварки используют непрерывно нарастающий (модулированный) ток
однофазных машин, машин постоянного тока или ток низкочастотных машин при
и размеры
получаемых литых зон точек будут отличаться от номинальных. Чтобы исключить
это, для сварки используют непрерывно нарастающий (модулированный) ток
однофазных машин, машин постоянного тока или ток низкочастотных машин при ![]() (
(![]() — постоянная
времени машины). В этом случае увеличение
— постоянная
времени машины). В этом случае увеличение ![]() в процессе регулирования приводит также
к возрастанию
в процессе регулирования приводит также
к возрастанию ![]() , а следовательно, к более интенсивному
выделению энергии в зоне сварки по сравнению с током неизменного значения. В
рассмотренном выше примере при использовании модулированного тока (коэффициент
модуляции 2,5 при
, а следовательно, к более интенсивному
выделению энергии в зоне сварки по сравнению с током неизменного значения. В
рассмотренном выше примере при использовании модулированного тока (коэффициент
модуляции 2,5 при ![]() = 0,3 сек) возмущение —20%
= 0,3 сек) возмущение —20% ![]() компенсируется увеличением
компенсируется увеличением ![]() = 0,26 сек, вместо 0,32 сек при
= 0,26 сек, вместо 0,32 сек при ![]() . Кроме того, применение нарастающего
. Кроме того, применение нарастающего ![]() позволяет избежать выплесков при
возмущениях, вызывающих увеличение литой зоны (уменьшение
позволяет избежать выплесков при
возмущениях, вызывающих увеличение литой зоны (уменьшение ![]() , повышение
, повышение ![]() ). При использовании
). При использовании ![]() вероятность выплесков в таких случаях
значительно больше.
вероятность выплесков в таких случаях
значительно больше.
Таблица 1. Работа регулятора ![]() при точечной
сварке стали Х18Н9Т толщиной 1,5+1,5 мм (машина МТПУ-300;
при точечной
сварке стали Х18Н9Т толщиной 1,5+1,5 мм (машина МТПУ-300; ![]() мм)
мм)
|
Тип возмущения |
Регулятор (АВТ) |
|
|
|
|
|
|
|
|
Номинальный режим |
Выключен Включен |
0,18 0,36 |
0,18 |
9,2 |
700 |
7 |
0,186 0,184 |
6,1 6,0 |
|
|
Выключен Включен |
0,18 0,36 |
0,18 0,14 |
10,6 10,4 |
700 |
7 |
0,22 0,188 |
6,7 6,0 |
|
|
Выключен Включен |
0,18 0,36 |
0,18 0,32 |
6,6 7,6 |
700 |
7 |
0,127 0,184 |
3,9 5,9 |
|
|
Выключен Включен |
0,18 0,36 |
0,18 0,13 |
9,2 8,7 |
500 |
7 |
0,22 0,215 |
6,1* 6,0 |
|
|
Выключен Включен |
0,18 0,36 |
0,18 0,28 |
9,6 9,7 |
1100 |
7 |
0,122 0,18 |
5,4 6,7 |
|
Шунтирование |
Выключен Включен |
0,18 0,36 |
0,18 0,23 |
9,4 9,5 |
700 |
7 |
0,145 0,194 |
5,0 6,0 |
|
|
Выключен Включен |
0,18 0,36 |
0,18 0,22 |
9,3 9,4 |
700 |
9 |
0,168 0,2 |
5,2 5,7 |
|
* выплеск |
||||||||
При точечной сварке алюминиевых сплавов
на низкочастотных машинах используются токи длительностью включения ![]() , следовательно, при изменении
, следовательно, при изменении ![]() изменяется
изменяется ![]() . Это позволяет эффективно применять
автоматическое регулирование процесса по величине
. Это позволяет эффективно применять
автоматическое регулирование процесса по величине ![]() с выключением
с выключением ![]() по достижении заданного перемещения. На
рис. 3 приведены кривые
по достижении заданного перемещения. На
рис. 3 приведены кривые ![]() процесса точечной сварки сплава АМг6
толщиной 2+2 мм при различном напряжений
процесса точечной сварки сплава АМг6
толщиной 2+2 мм при различном напряжений ![]() сварочного трансформатора (различных
ступенях). При изменений
сварочного трансформатора (различных
ступенях). При изменений ![]() регулировкой
регулировкой ![]() добивались получения сварных точек с
литым ядром примерно одинаковых размеров. Величина
добивались получения сварных точек с
литым ядром примерно одинаковых размеров. Величина ![]() при этом
составила в среднем 0,215 мм, несколько повышаясь при уменьшении и понижаясь
при увеличении
при этом
составила в среднем 0,215 мм, несколько повышаясь при уменьшении и понижаясь
при увеличении ![]() .
.
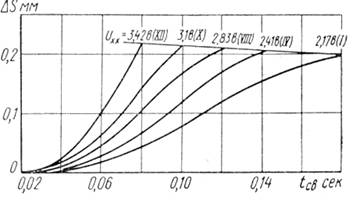
Рис. 3. ![]() при точечной
сварке сплава АМг6, 2+2 мм на различных ступенях
при точечной
сварке сплава АМг6, 2+2 мм на различных ступенях ![]() машины
машины
Из рассмотрения рис. 3 видно, что даже
значительное снижение амплитуды тока (20…25% от номинала при ![]() сек) удается компенсировать увеличением
сек) удается компенсировать увеличением
![]() . Результаты испытаний регулятора
. Результаты испытаний регулятора ![]() при сварке
указанного выше металла, приведенные в табл. 2, показывают, что при
использовании в качестве регулирующего параметра можно допустить отклонения
параметров режима от номинального значения, превышающие, рекомендуемые
отклонения при сварке по жесткой программе (без автоматического регулирования).
при сварке
указанного выше металла, приведенные в табл. 2, показывают, что при
использовании в качестве регулирующего параметра можно допустить отклонения
параметров режима от номинального значения, превышающие, рекомендуемые
отклонения при сварке по жесткой программе (без автоматического регулирования).
Таблица 2. Работа регулятора ![]() при точечной
сварке сплава АМг6 толщиной 2+2 мм (машина МТПТ-600;
при точечной
сварке сплава АМг6 толщиной 2+2 мм (машина МТПТ-600; ![]() мм)
мм)
|
Тип возмущения |
Регулятор (ABT) |
|
|
|
|
|
|
|
Номинальный режим |
Выключен Включен |
0,12 0,20 |
0,12 6,12 |
50 50 |
1200 |
0,16 0,15 |
8,0 7,8 |
|
|
Выключен Включен |
0,12 0,20 |
0,12 0,16 |
41 46 |
1200 |
0,05 0,142 |
0 8,0 |
|
|
Выключен Включен |
0,12 0,20 |
0,12 0,10 |
55 52 |
1200 |
0,17 0,14 |
8,3 7,9 |
|
|
Выключен Включен |
0,12 0,20 |
0,12 0,16 |
53 38 |
2400 |
0,07 0,146 |
0 8,2 |
Применение регулятора ![]() при точечной
сварке высокопрочных алюминиевых сплавов (Д16, АМг6) требует одновременно с
регулированием
при точечной
сварке высокопрочных алюминиевых сплавов (Д16, АМг6) требует одновременно с
регулированием ![]() изменять момент приложения
изменять момент приложения ![]() . На рис. 4, а показана циклограмма
точечной сварки с автоматическим регулированием
. На рис. 4, а показана циклограмма
точечной сварки с автоматическим регулированием ![]() . Аппаратурой
управления сварочной машины (СПУ) устанавливается длительность тока
. Аппаратурой
управления сварочной машины (СПУ) устанавливается длительность тока ![]() . Когда перемещение достигает заданного
уровня
. Когда перемещение достигает заданного
уровня ![]() , регулятор вырабатывает два сигнала,
один из которых выключает
, регулятор вырабатывает два сигнала,
один из которых выключает ![]() при длительности
при длительности ![]() и амплитуде
и амплитуде ![]() , а другой включает
электропневматический клапан
, а другой включает
электропневматический клапан ![]() . Время
. Время ![]() запаздывания
запаздывания ![]() складывается из постоянных времени
клапана и механической системы привода усилия. Для того чтобы обеспечить, малое
складывается из постоянных времени
клапана и механической системы привода усилия. Для того чтобы обеспечить, малое
![]() , применяют быстродействующий
электропневматический клапан КПЭ-4 и выхлопной клапан КПВМ-15/25, имеющие
постоянную времени не более 0,015 сек. При воздействии возмущений, снижающих
, применяют быстродействующий
электропневматический клапан КПЭ-4 и выхлопной клапан КПВМ-15/25, имеющие
постоянную времени не более 0,015 сек. При воздействии возмущений, снижающих ![]() (и размеры
литой зоны),
(и размеры
литой зоны), ![]() достигается при длительности тока
достигается при длительности тока ![]() и
и ![]() . Момент приложения
. Момент приложения ![]() автоматически сдвигается вслед за
выключением
автоматически сдвигается вслед за
выключением ![]() . При необходимости большего
. При необходимости большего ![]() в схему аппаратуры вводится
дополнительная регулируемая временная задержка. Если при регулирований увеличением
в схему аппаратуры вводится
дополнительная регулируемая временная задержка. Если при регулирований увеличением
![]() не удается получить
не удается получить ![]() , то предел
, то предел ![]() всегда достигается, что обеспечивает
всегда достигается, что обеспечивает ![]() и
и ![]() сварных соединений. Удовлетворительные
результаты работы регулятора подобного типа были получены при точечной сварке
алюминиевых сплавов Д16АТ, АМг3П, АМг6 и др.
сварных соединений. Удовлетворительные
результаты работы регулятора подобного типа были получены при точечной сварке
алюминиевых сплавов Д16АТ, АМг3П, АМг6 и др.
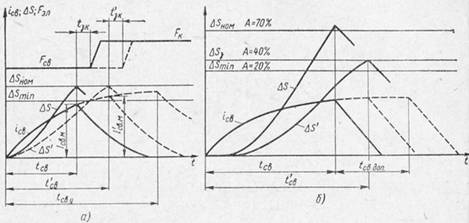
Рис. 4. Циклограммы автоматического регулирования ![]() :
:
а — при точечной сварке;
б — при роликовой сварке
При роликовой сварке алюминиевых сплавов
использование автоматического регулирования ![]() имеет свои
особенности. Как известно, роликовая сварка алюминиевых сплавов выполняется на
относительно мягких режимах
имеет свои
особенности. Как известно, роликовая сварка алюминиевых сплавов выполняется на
относительно мягких режимах ![]() сек. В этом случае при больших
возмущениях процесса, направленных на уменьшение
сек. В этом случае при больших
возмущениях процесса, направленных на уменьшение ![]() и
и ![]() , не удается
обеспечить
, не удается
обеспечить ![]() даже при значительном увеличении
даже при значительном увеличении ![]() . Это может приводить к нарушению
стабильности формирования сварного шва, так как возникает своеобразный
колебательный процесс, при котором нарушается соответствие между
. Это может приводить к нарушению
стабильности формирования сварного шва, так как возникает своеобразный
колебательный процесс, при котором нарушается соответствие между ![]() и
и ![]() , а именно,
, а именно, ![]() не достигает
своего номинального значения
не достигает
своего номинального значения ![]() несмотря на то, что
несмотря на то, что ![]() соответствует
номинальному значению.
соответствует
номинальному значению.
Причинами этого является: снижение
прочности металла из-за применения относительно больших ![]() , а следовательно, интенсивное
вдавливание роликов; изменение формы литых зон шва в плоскости соединения из-за
выплесков, шунтирования точек прихватки, нестабильности шага и других факторов.
Эти причины нарушения связи
, а следовательно, интенсивное
вдавливание роликов; изменение формы литых зон шва в плоскости соединения из-за
выплесков, шунтирования точек прихватки, нестабильности шага и других факторов.
Эти причины нарушения связи ![]() с
с ![]() еще в большей степени проявляются при
роликовой сварке кольцевых швов на деталях из высокопрочных алюминиевых сплавов
толщиной 3…4 мм. Установлено, что при роликовой сварке расширение металла
каждой последующей литой зоны происходит уже в условиях жесткой связи двух
деталей за счет предыдущей литой зоны.
еще в большей степени проявляются при
роликовой сварке кольцевых швов на деталях из высокопрочных алюминиевых сплавов
толщиной 3…4 мм. Установлено, что при роликовой сварке расширение металла
каждой последующей литой зоны происходит уже в условиях жесткой связи двух
деталей за счет предыдущей литой зоны.
Поэтому одинаковому ![]() в роликовом шве
соответствует литая зона несколько больших размеров, чем литое ядро одиночной
сварной точки. В результате этого регулирование по
в роликовом шве
соответствует литая зона несколько больших размеров, чем литое ядро одиночной
сварной точки. В результате этого регулирование по ![]() не всегда обеспечивает идентичность
литых зон шва. Для герметичности роликовых швов принципиально достаточно
обеспечить в процессе сварки некоторое
не всегда обеспечивает идентичность
литых зон шва. Для герметичности роликовых швов принципиально достаточно
обеспечить в процессе сварки некоторое ![]() , несколько большее
, несколько большее ![]() . Однако, если вести регулирование по
такому
. Однако, если вести регулирование по
такому ![]() , то при отсутствии возмущений качество
соединений будет понижаться, так как литые зоны будут иметь
, то при отсутствии возмущений качество
соединений будет понижаться, так как литые зоны будут иметь ![]() .
.
В связи с этим целесообразно ввести
определенные ограничения в процессе регулирования, а именно, выполнять его
только в случае возмущений процесса, направленных на уменьшение размеров литой
зоны, так как возмущения противоположного направления не так опасны, бывают
значительно реже и легко могут быть обнаружены по увеличению тепловыделения в
зоне сварки и как следствие — выплеску. Кроме того, регулирование ведется по ![]() несколько большему, чем
несколько большему, чем ![]() , и только в тех случаях, когда за время
, и только в тех случаях, когда за время
![]()
![]() не достигло
не достигло ![]() (рис. 4, б). Если это имеет место, то
регулятор «добавляет» еще некоторый интервал времени
(рис. 4, б). Если это имеет место, то
регулятор «добавляет» еще некоторый интервал времени ![]() и выключает
и выключает ![]() по достижении
по достижении ![]() при времени
при времени ![]() . Испытания такой системы регулирования
при роликовой сварке алюминиевых сплавов толщиной 3…4 мм показали достаточно
хорошую стабильность процесса при наличии таких возмущений, как снижение
. Испытания такой системы регулирования
при роликовой сварке алюминиевых сплавов толщиной 3…4 мм показали достаточно
хорошую стабильность процесса при наличии таких возмущений, как снижение ![]() , повышение
, повышение ![]() ce, увеличение
ce, увеличение ![]() и шунтирование около точек прихватки и
перекрытия шва. Одновременно упрощается настройка датчика перемещения, которая
ведется на один предел
и шунтирование около точек прихватки и
перекрытия шва. Одновременно упрощается настройка датчика перемещения, которая
ведется на один предел ![]() , а не на два предела
, а не на два предела ![]() и
и ![]() .
.
Применение такого способа регулирования ![]() эффективно и
при точечной сварке, когда при больших возмущениях процесса, требующих
значительного увеличения
эффективно и
при точечной сварке, когда при больших возмущениях процесса, требующих
значительного увеличения ![]() , при котором может нарушиться связь
между
, при котором может нарушиться связь
между ![]() и размерами литой зоны. Здесь же не
надо существенно увеличивать
и размерами литой зоны. Здесь же не
надо существенно увеличивать ![]() , так как необходимо обеспечить лишь
минимально допустимые размеры литой зоны, а не номинальные, как в случае
регулирования, рассмотренном на рис. 4, а. Использование этого принципа
обеспечивает большую надежность процесса, благодаря невозможности уменьшения
, так как необходимо обеспечить лишь
минимально допустимые размеры литой зоны, а не номинальные, как в случае
регулирования, рассмотренном на рис. 4, а. Использование этого принципа
обеспечивает большую надежность процесса, благодаря невозможности уменьшения ![]() , при ложных сигналах выполнения
, при ложных сигналах выполнения ![]() .
.