Шунтирование тока при точечной, шовной и рельефной сварке
Шунтирование тока проявляется в
протекании части тока вне зоны сварки, например, через ранее сваренные точки (см
рис.) при двухсторонней точечной сварке или через одну из деталей при
односторонней сварке. Шунтирование в значительной мере нарушает симметрию
электрического поля и может при малом расстоянии или шаге между точками (![]() ) привести к уменьшению плотности тока и
размеров литого ядра.
) привести к уменьшению плотности тока и
размеров литого ядра.
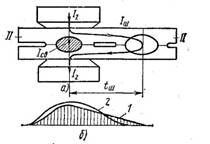
Рис. Шунтирование тока при двусторонней точечной сварке:
а — схема шунтирования;
б — распределение тока в сечении II — II при наличии шунтирования (кривая 1) и без него (кривая 2)
Значение тока шунтирования и других токов можно оценить по формуле
![]() ;
;
![]() ,
, ![]() ,
,
где
![]() и
и ![]() — электрическое сопротивление зоны сварки
и шунта;
— электрическое сопротивление зоны сварки
и шунта;
![]() ,
,
где
![]() — приведенная с учетом растекания тока
ширина равная
— приведенная с учетом растекания тока
ширина равная ![]() ,
, ![]() .
.
Как следует из формул уменьшение ![]() и рост
и рост ![]() вызывают
снижение
вызывают
снижение ![]() и соответственно размеров ядра, а также
приводят к повышению температуры в контакте электрод—деталь и скорости износа
электрода. Для каждой толщины и марки металла обычно выбирают минимальное значение
и соответственно размеров ядра, а также
приводят к повышению температуры в контакте электрод—деталь и скорости износа
электрода. Для каждой толщины и марки металла обычно выбирают минимальное значение
![]() . При этом принимают, что если
. При этом принимают, что если ![]() , то
, то ![]() , и шунтирование практически не влияет
на электрическое поле и размеры ядра.
, и шунтирование практически не влияет
на электрическое поле и размеры ядра.
Токи шунтирования обычно снижаются в
процессе сварки за счет нагрева шунта и снижения ![]() . Также при шовной сварке герметичных
соединений (
. Также при шовной сварке герметичных
соединений (![]() и
и ![]() ) из-за повышенной температуры
предыдущей точки токи шунтирования весьма ограничены, особенно при большой
скорости и непрерывном вращении роликов.
) из-за повышенной температуры
предыдущей точки токи шунтирования весьма ограничены, особенно при большой
скорости и непрерывном вращении роликов.