Температурные и электрические поля при точечной и шовной сварке
Температурное поле — совокупность
температур в различных точках свариваемых деталей в разные моменты времени. В
общем случае это поле формируется в результате протекающих процессов
тепловыделения и теплопередачи. Выделение теплоты вызвано действием ряда
источников. Основной источник — объемно распределенный с удельной мощностью ![]() (где
(где ![]() — плотность
тока). К второстепенным источникам следует отнести плоские источники удельной
мощности
— плотность
тока). К второстепенным источникам следует отнести плоские источники удельной
мощности ![]() и
и ![]() , связанные с генерированием теплоты на
соответствующих контактных сопротивлениях, а также плоский источник,
обусловленный эффектом Пельтье. Этот эффект проявляется в выделении или
поглощении теплоты в контакте двух разнородных металлов, например, электрод —
деталь, или на границе жидкой и твердой фаз (ядро и твердый металл). Если
направление тока таково, что через контакт переносятся электроны из металла, в котором
их энергия больше, то температура в этом контакте возрастает. Однако считается,
что основная часть теплоты при точечной, рельефной и шовной сварке выделяется
за счет действия объемно распределенного источника и доля указанных выше
плоских источников в общем тепловом балансе не превышает 10 %, и обычно ими
пренебрегают.
, связанные с генерированием теплоты на
соответствующих контактных сопротивлениях, а также плоский источник,
обусловленный эффектом Пельтье. Этот эффект проявляется в выделении или
поглощении теплоты в контакте двух разнородных металлов, например, электрод —
деталь, или на границе жидкой и твердой фаз (ядро и твердый металл). Если
направление тока таково, что через контакт переносятся электроны из металла, в котором
их энергия больше, то температура в этом контакте возрастает. Однако считается,
что основная часть теплоты при точечной, рельефной и шовной сварке выделяется
за счет действия объемно распределенного источника и доля указанных выше
плоских источников в общем тепловом балансе не превышает 10 %, и обычно ими
пренебрегают.
Выделяющаяся в зоне сварки энергия (![]() ) расходуется на нагрев металла до
температуры плавления или ликвидуса
) расходуется на нагрев металла до
температуры плавления или ликвидуса ![]() а остальная часть передается
теплопроводностью в окружающий ядро металл (
а остальная часть передается
теплопроводностью в окружающий ядро металл (![]() ) и электроды (
) и электроды (![]() ). Таким образом,
). Таким образом,
![]() .
.
Радиационным и конвективным теплообменом
с поверхности деталей и электродов обычно пренебрегают. Основная часть теплоты
(более 50 % ![]() ) обычно отводится в электроды, что
определяет отсутствие сквозного проплавления деталей. Снижение теплоотвода
способствует накоплению теплоты в зоне сварки, стимулирует развитие процессов
пластической деформации, что часто используется при соединении деталей разной
толщины и разноименных металлов.
) обычно отводится в электроды, что
определяет отсутствие сквозного проплавления деталей. Снижение теплоотвода
способствует накоплению теплоты в зоне сварки, стимулирует развитие процессов
пластической деформации, что часто используется при соединении деталей разной
толщины и разноименных металлов.
Характер тепловыделения определяется электрическим полем в свариваемых деталях и электродах.
Электрическое поле — совокупность потенциалов или плотностей тока в различных точках свариваемых деталей в разные моменты времени.
Для сварки характерно неравномерное электрическое поле, что связано с действием геометрического, температурного и магнитоэлектрического факторов.
Геометрический фактор обусловлен тем,
что размеры электрических контактов, как правило, намного меньше размеров деталей,
а также явлением шунтирования тока. Иллюстрацией влияния геометрического
фактора служат характер электрического поля в равномерно нагретых деталях при
точечной сварке (рис. 1, а). Электрическое поле, характеризуемое в данном
случае, распределением потенциалов, симметрично относительно ![]() .
.
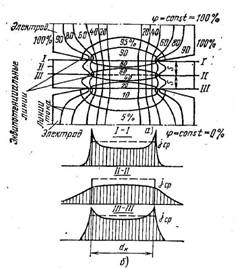
Рис. 1. Электрическое поле при точечной сварке:
а — распределение потенциалов (![]() );
);
б — распределение плотности тока в различных сечениях без учета контактных сопротивлений
Поле плотностей тока зависит от
абсолютных значений потенциалов и электрических сопротивлений деталей и
электродов. Наибольшие плотности тока (рис. 1, б) в сечениях I—I и III—III достигаются
вблизи границ контактов в результате растекания тока в электродах и деталях. В
сечении II—II плотность тока
вблизи оси ![]() практически постоянна и постепенно
убывает за границами контакта. Неравномерность электрического поля возрастает с
уменьшением отношения
практически постоянна и постепенно
убывает за границами контакта. Неравномерность электрического поля возрастает с
уменьшением отношения ![]() . Например, при
. Например, при ![]() около 25 % тока протекает вне
поверхности цилиндра с основанием
около 25 % тока протекает вне
поверхности цилиндра с основанием ![]() , а при
, а при ![]() лишь 15 %. Характер поля зависит также
от диаметра электрода, расположения в нем охлаждающего канала.
лишь 15 %. Характер поля зависит также
от диаметра электрода, расположения в нем охлаждающего канала.
Температурный фактор проявляется в обтекании током более нагретых участков соединения, отличающихся повышенным сопротивлением, в условиях неравномерного температурного поля и поля электрических сопротивлений.
Это явление наглядно представляется при
наличии расплавленного ядра (рис. 2), удельное электросопротивление которого в
1,5…2 раза больше, чем окружающего его твердого металла. Плотность тока в
сечении II—II (![]() ) вблизи границ ядра заметно повышается
(на 25 % и более) по сравнению с рассмотренным ранее случаем равномерно
нагретых деталей и снижается над ядром. Во многом аналогичная картина
отмечается и в сечении III—III (
) вблизи границ ядра заметно повышается
(на 25 % и более) по сравнению с рассмотренным ранее случаем равномерно
нагретых деталей и снижается над ядром. Во многом аналогичная картина
отмечается и в сечении III—III (![]() ). Увеличение
плотности тока в области уплотняющего пояска способствует росту этого пояска по
мере возрастания диаметра ядра.
). Увеличение
плотности тока в области уплотняющего пояска способствует росту этого пояска по
мере возрастания диаметра ядра.
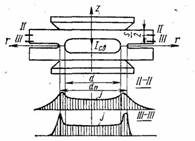
Рис. 2. Распределение плотности тока в сечениях II—II и III—III при наличии жидкого ядра
Магнитоэлектрический фактор, связанный с проявлением поверхностного эффекта, эффекта близости и т.п., мало влияет на характер электрического поля, за исключением случая сварки токами повышенной частоты.
Температурное поле обычно описывается
изотермами, расположенными в сечении, проходящем через ось ![]() . В силу
симметрии поля относительно оси
. В силу
симметрии поля относительно оси ![]() изотермы в сечениях, параллельных
поверхностям деталей, имеют форму окружности (рис. 3). Металл начинает плавиться
спустя некоторое время с начала импульса тока (
изотермы в сечениях, параллельных
поверхностям деталей, имеют форму окружности (рис. 3). Металл начинает плавиться
спустя некоторое время с начала импульса тока (![]() ). Ядро возникает в области контакта
деталь—деталь, где достигается наибольшая плотность тока и в меньшей степени
сказывается теплообмен с электродами. По мере прохождения тока ядро растет в
направлении осей
). Ядро возникает в области контакта
деталь—деталь, где достигается наибольшая плотность тока и в меньшей степени
сказывается теплообмен с электродами. По мере прохождения тока ядро растет в
направлении осей ![]() и
и ![]() . Максимальная
температура в ядре лишь на 15…20 % превышает температуру ликвидуса сплава.
Температура в контакте электрод—деталь достигает максимального значения к концу
импульса и составляет в среднем,400…500 °С :(для сталей,, алюминиевых сплавов)
и повышается с ростом темпа сварки. Градиенты температур в условиях шовной и
особенно точечной сварки очень велики и могут достигать по оси г, например, при
сварке сталей малой толщины, 100000 °С/см. Температурное поле является крайне
нестационарным, так как скорость нагрева очень большая — до 200000 °С/с, особенно
при сварке малых толщин импульсами небольшой длительности.
. Максимальная
температура в ядре лишь на 15…20 % превышает температуру ликвидуса сплава.
Температура в контакте электрод—деталь достигает максимального значения к концу
импульса и составляет в среднем,400…500 °С :(для сталей,, алюминиевых сплавов)
и повышается с ростом темпа сварки. Градиенты температур в условиях шовной и
особенно точечной сварки очень велики и могут достигать по оси г, например, при
сварке сталей малой толщины, 100000 °С/см. Температурное поле является крайне
нестационарным, так как скорость нагрева очень большая — до 200000 °С/с, особенно
при сварке малых толщин импульсами небольшой длительности.
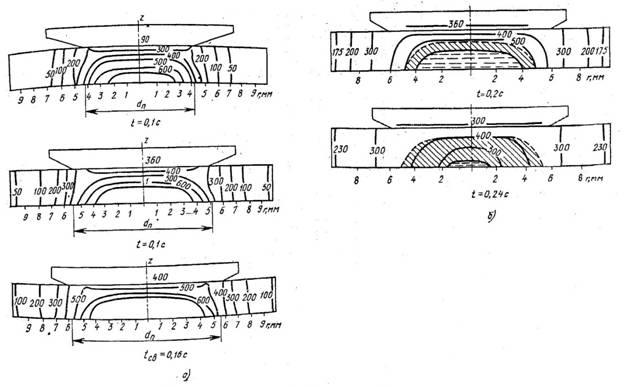
Рис 3. Изменение температурного поля в
процессе точечной сварки сплава АМг6 толщиной 2+2 мм и ![]() с,
с, ![]() — диаметр уплотняющего пояска (данные
расчета на ЭВМ):
— диаметр уплотняющего пояска (данные
расчета на ЭВМ):
а — стадия нагрева;
б — стадия охлаждения
Скорости охлаждения металла соизмеримы со скоростями нагрева. Так, при точечной сварке деталей толщиной 1…4 мм уже через 0,02…0,08 с ядро полностью кристаллизуется (рис. 3, б). В течение этого времени часть теплоты распространяется в глубь деталей, нагревая околошовную зону.
В зависимости от роли процессов тепловыделения и теплоотвода различают жесткие и мягкие режимы сварки.
Жесткий режим характеризуется
кратковременным мощным импульсом тока, когда ![]() (с) при сварке деталей толщиной 1…4 мм.
Температурное поле в этом случае определяется преимущественно тепловыделением:
изотерма температуры ликвидуса имеет при этом в сечении форму, близкую к
прямоугольнику (рис. 4), углы которого вытянуты в сторону областей с повышенной
плотностью тока (к периферии контактов), а
(с) при сварке деталей толщиной 1…4 мм.
Температурное поле в этом случае определяется преимущественно тепловыделением:
изотерма температуры ликвидуса имеет при этом в сечении форму, близкую к
прямоугольнику (рис. 4), углы которого вытянуты в сторону областей с повышенной
плотностью тока (к периферии контактов), а ![]() . Жесткий режим характеризуется высокими
скоростями нагрева и охлаждения. При этом обычно увеличивается склонность к
образованию выплеска, и для его предотвращения повышают сварочное усилие.
. Жесткий режим характеризуется высокими
скоростями нагрева и охлаждения. При этом обычно увеличивается склонность к
образованию выплеска, и для его предотвращения повышают сварочное усилие.
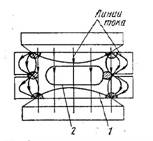
Рис. 4. Форма ядра при сварке на жестких (1) и мягких режимах (2). Заштрихованы области наибольших плотностей тока
Мягкие режимы характерны
значительной длительностью протекания тока (![]() ) относительно малой силы. При этом
происходит значительный теплообмен внутри деталей и с электродами
) относительно малой силы. При этом
происходит значительный теплообмен внутри деталей и с электродами ![]() . Изотерма температуры ликвидуса имеет в
сечении форму овала или эллипса. Скорость нагрева и охлаждения, а также
величина
. Изотерма температуры ликвидуса имеет в
сечении форму овала или эллипса. Скорость нагрева и охлаждения, а также
величина ![]() меньше, чем на жестких режимах.
меньше, чем на жестких режимах.
На характер температурного поля оказывает влияние большое количество факторов.
В первую очередь характер нагрева определяется параметрами режима — силой тока, временем сварки и сварочным усилием. Увеличение силы тока и времени сварки приводит к повышению тепловыделения и росту размеров ядра (рис. 5). На кривых термических циклов отмечаются большие пульсации температур, которые затухают к концу импульса тока. В этих условиях отмечается рост температур в контакте электрод—деталь.
Униполярные импульсы тока отличаются непрерывным нарастанием тока, что обеспечивает непрерывный рост температуры, меньшие градиенты температур и плотности тока, большие размеры ядра и эффективность нагрева, чем при импульсах переменного тока. Повышение сварочного усилия вызывает рост пластической деформации, площади контактов и снижение плотности тока, что приводит к уменьшению размеров ядра (см. рис. 5).
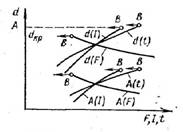
Рис. 5. Характер изменения диаметра ядра ![]() и проплавления
и проплавления ![]() от параметров
режима сварки;
от параметров
режима сварки; ![]() — конечный выплеск
— конечный выплеск
На характер температурного поля
оказывает влияние и ряд других факторов, в частности, размеры электродов и
свойства электродных материалов. Электроды со сферической рабочей поверхностью
обеспечивают более интенсивный нагрев при относительно меньших токах, чем
электроды с плоской рабочей поверхностью. Снижение теплопроводности электродных
материалов приводит к уменьшению теплоотвода в электроды и росту высоты ядра.
Следует отметить также, что, например, с уменьшением ширины нахлестки
происходит заметное снижение градиентов температур по оси ![]() и перегрев края
нахлестки.
и перегрев края
нахлестки.
Для определения характера электрического и связанного с ним температурного полей используют физическое и математическое моделирование.
Например, для оценки полей потенциалов и
плотностей тока в равномерно нагретых деталях применяют плоские модели из
электропроводящей бумаги или металлической фольги, которые воспроизводят форму
соединений в увеличенном масштабе. При определении распределения ![]() подводит
напряжение от источника постоянного тока к медным контактам, имитирующим
электроды. С помощью щупа и вольтметра находят положение эквипотенциальных
линий. Далее для нахождения плотностей тока «обращают» задачу, подводя
напряжение к свободным поверхностям соединения (штриховая линия на рис. 6), и
щупом определяют расположение эквитоковых линий.
подводит
напряжение от источника постоянного тока к медным контактам, имитирующим
электроды. С помощью щупа и вольтметра находят положение эквипотенциальных
линий. Далее для нахождения плотностей тока «обращают» задачу, подводя
напряжение к свободным поверхностям соединения (штриховая линия на рис. 6), и
щупом определяют расположение эквитоковых линий.
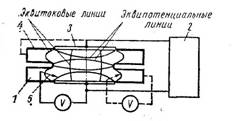
Рис. 6. Принцип определения электрических полей при точечной сварке:
1 — детали; 2 — источник тока; 3 — положение токоподводов при определении полей потенциалов; 4 — положение токоподводов при определении поля тока; 5 щуп
Кинетику формирования температурных полей можно оценить на стальных или титановых моделях, которые помещают между электродами и нагревают сварочным током (рис. 7). При моделировании процесса сварки с расплавлением металла необходимо плотно прижать к торцу образцов пластину из кварцевого стекла. О температуре в зоне сварки можно судить по цветам побежалости, изменению цвета термокрасок, излучению с торца образцов, которое можно фиксировать на цветную или чувствительную к инфракрасным лучам кинопленку.
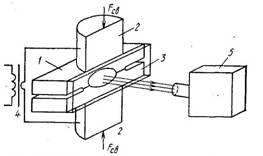
Рис. 7. Схема киносъемки моделей точечной сварки:
1 — детали; 2 — электроды; 3 — кварцевое стекло; 4 — сварочный трансформатор; 5 — кинокамера
Наиболее точная оценка рассматриваемых полей может быть получена при математическом моделировании процесса на ЭВМ.
В общем случае температурное поле при точечной сварке описывается уравнением теплопроводности Фурье, которое при условии, что теплоемкость и плотность металла не зависят от температуры, имеет следующий вид:
![]() .
.
В левой части уравнения — скорость
изменения температуры в любой точке соединения, в правой — сумма частных
производных, учитывающих теплообмен теплопроводностью внутри детали, а
слагаемое ![]() выражает повышение температуры за счет
действия источника теплоты, связанного с прохождением тока плотностью
выражает повышение температуры за счет
действия источника теплоты, связанного с прохождением тока плотностью ![]() через
собственное сопротивление деталей. При решении тепловой задачи необходимо также
учитывать условия однозначности: начальные и граничные условия. Последние из
этих условий описывают теплообмен в контакте электрод—деталь (обычно условия I
или II рода).
через
собственное сопротивление деталей. При решении тепловой задачи необходимо также
учитывать условия однозначности: начальные и граничные условия. Последние из
этих условий описывают теплообмен в контакте электрод—деталь (обычно условия I
или II рода).
Электрическое поле в деталях описывается следующим дифференциальным уравнением:
![]() .
.
В этом уравнении учитывается фактическое
значение ![]() в каждой точке детали.
в каждой точке детали.
При решении уравнений (1.6) и (1.7)
возникают определенные трудности из-за непрерывного изменения основных
параметров, режима, свойств металла и граничных условий в процессе сварки.
Расчеты облегчаются при использовании приближенных численных решений этих
уравнений методами конечных разностей, устанавливающих зависимости между
конечно малыми изменениями температуры, времени, координат, силы тока и т.д.
При этом объем зоны сварки разбивают на ряд конечных элементов (кубиков) со
стороной ![]() мм, а время на достаточно малые
интервалы
мм, а время на достаточно малые
интервалы ![]() (обычно
(обычно ![]() с). Расчет
с). Расчет ![]() ,
, ![]() и
и ![]() выполняют
дискретно в каждой ячейке с координатами
выполняют
дискретно в каждой ячейке с координатами ![]() ,
, ![]() и по времени
и по времени ![]() . В результате можно получить объемную
мозаику нагретых колец (рис. 8, а) шириной и высотой
. В результате можно получить объемную
мозаику нагретых колец (рис. 8, а) шириной и высотой ![]() , которая наглядно проявляется в
поперечном сечении деталей и электродов.
, которая наглядно проявляется в
поперечном сечении деталей и электродов.
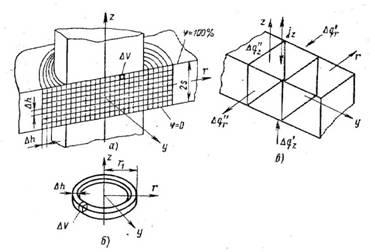
Рис. 8. Схема расчета в конечных элементах:
а — сечение сварного соединения;
б — вид единичного кольцевого элемента;
в — характер теплообмена в пределах элемента
Для пояснения принципов расчета выделим
из средней части соединения ячейку объемом ![]() (рис. 8, б). На первом шаге определяем
электрическое поле
(рис. 8, б). На первом шаге определяем
электрическое поле ![]() и по известным потенциалам поле
и по известным потенциалам поле ![]() . В общем случае необходимо
рассматривать две составляющие
. В общем случае необходимо
рассматривать две составляющие ![]() : по оси
: по оси ![]() и по оси
и по оси ![]() . При этом
. При этом ![]() . В ячейках, расположенных в плоскости с
координатой
. В ячейках, расположенных в плоскости с
координатой ![]()
![]() близка к нулю, и при этом условии (рис.
8, а)
близка к нулю, и при этом условии (рис.
8, а)
![]() .
.
С учетом того, что электрическое
сопротивление ячейки ![]() , энергия, выделяющаяся в ней за время
, энергия, выделяющаяся в ней за время ![]() ,
,
![]() .
.
Тогда повышение температуры ![]() за это время
за это время
![]() .
.
На этом второй шаг расчета — определение
температуры ячеек за счет тепловыделения — заканчивается. Следующий шаг
учитывает теплообмен внутри системы за счет теплопроводности (рис. 8, в) в
электрод (поток ![]() ) и в окружающий металл (
) и в окружающий металл (![]() ). В зависимости от соотношения
приходящих (
). В зависимости от соотношения
приходящих (![]() и
и ![]() ) и отходящих (
) и отходящих (![]() и
и ![]() ) потоков ячейка будет нагреваться или
охлаждаться. С ростом теплопроводности металла и градиентов температур
интенсивность теплообмена повышается. Очевидно также, что при точечной сварке
поле симметрично относительно оси
) потоков ячейка будет нагреваться или
охлаждаться. С ростом теплопроводности металла и градиентов температур
интенсивность теплообмена повышается. Очевидно также, что при точечной сварке
поле симметрично относительно оси ![]() , и поэтому градиент температур по оси
, и поэтому градиент температур по оси ![]() равен нулю, и
изотермы в плоскостях
равен нулю, и
изотермы в плоскостях ![]() будут представлять собой окружности с
соответствующим радиусом. С учетом теплоотвода новая температура в ячейке будет
будут представлять собой окружности с
соответствующим радиусом. С учетом теплоотвода новая температура в ячейке будет
![]() ,
,
 .
.
Далее по аналогии с предыдущим шагом
находим для ![]() соответствующие значения
соответствующие значения ![]() ,
, ![]() , затем
, затем ![]() с учетом теплообмена и т.д.
с учетом теплообмена и т.д.
Это интересно
В соответствии с действующим законодательством, для урегулирования отношений между собственником и работниками в области реализации прав на здоровые и безопасные условия труда, льготное пенсионное обеспечение, льготы и компенсации за работу в неблагоприятных условиях и др. выполняется аттестация рабочих мест по условиям труда. Сама процедура включает в себя гигиеническую, техническую и организационную оценку условий труда. Для выполнения данных мероприятий необходимо соответствующее специализированное оборудование. Аттестацию рабочих мест в Великом Новгороде выполняет компания «Эталон-Арм», которая имеет собственную испытательную лабораторию, соответствующую требованиям ГОСТа. Компания аккредитована на техническую компетентность и независимость, что подтверждается действующим аттестатом.