Собственное сопротивление деталей при точечной, шовной и рельефной сварке
Собственное сопротивление — сопротивление, распределенное определенным образом в объеме деталей. На этом сопротивлении при прохождении через него электрического тока выделяется основное количество теплоты.
До включения тока (холодное состояние
контакта) ![]() ,
, ![]() и соответственно
и соответственно ![]() неопределенны, так как отсутствует
общая зависимость
неопределенны, так как отсутствует
общая зависимость ![]() ,
, ![]() от
от ![]() и состояния поверхности. При расчете
тепловых процессов удобно рассматривать сопротивление деталей в конце нагрева
деталей (горячее состояние контакта)
и состояния поверхности. При расчете
тепловых процессов удобно рассматривать сопротивление деталей в конце нагрева
деталей (горячее состояние контакта) ![]() . Для упрощения расчета
. Для упрощения расчета ![]() (при сварке двух деталей одинаковой
толщины) используют условную схему термодеформационного состояния металла зоны
сварки. В частности, учитывая, что в контакте электрод—деталь
(при сварке двух деталей одинаковой
толщины) используют условную схему термодеформационного состояния металла зоны
сварки. В частности, учитывая, что в контакте электрод—деталь ![]() , а в контакте деталь—деталь
, а в контакте деталь—деталь ![]() и то, что
и то, что ![]() мало отличается от
мало отличается от ![]() , условно принимают
, условно принимают ![]() (где
(где ![]() — диаметр пластического пояска).
Принимают также, что
— диаметр пластического пояска).
Принимают также, что ![]() и
и ![]() равны нулю и
равны нулю и ![]() .
.
Рассматриваемое сопротивление
представляют как сумму сопротивлений двух условных пластин 1 и 2 одинаковой
толщины, каждая из которых нагрета до некоторой средней температуры ![]() и
и ![]() (рис. 1). Тогда искомое сопротивление
определяется следующей формулой:
(рис. 1). Тогда искомое сопротивление
определяется следующей формулой:
![]() .
.
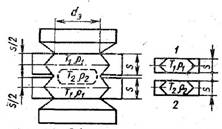
Рис. 1. Схема расчета электрического сопротивления к
концу, цикла сварки ![]()
Удельные электросопротивления деталей ![]() и
и ![]() зависят от рода металла (табл. 1), вида
его термомеханической обработки и температуры (рис. 2). Значения и
зависят от рода металла (табл. 1), вида
его термомеханической обработки и температуры (рис. 2). Значения и ![]() определяют соответственно для
температур
определяют соответственно для
температур ![]() и
и ![]() . При сварке деталей из
низкоуглеродистых сталей
. При сварке деталей из
низкоуглеродистых сталей ![]() и
и ![]() принимают равными 1200 и 1500 °С, а для
алюминиевых сплавов 450 и 630 °С. Коэффициент
принимают равными 1200 и 1500 °С, а для
алюминиевых сплавов 450 и 630 °С. Коэффициент ![]() учитывает неравномерность нагрева
деталей. Для сталей
учитывает неравномерность нагрева
деталей. Для сталей ![]() = 0,85, для алюминиевых и магниевых
сплавов 0,9. Коэффициент
= 0,85, для алюминиевых и магниевых
сплавов 0,9. Коэффициент ![]() равен отношению
равен отношению ![]() (
(![]() — электрическое сопротивление
цилиндрического столбика металла длиной
— электрическое сопротивление
цилиндрического столбика металла длиной ![]() и диаметром
и диаметром ![]() ). За счет шунтирования тока в массу
детали
). За счет шунтирования тока в массу
детали ![]() всегда меньше
всегда меньше ![]() , а коэффициент
, а коэффициент ![]() . Кроме того,
. Кроме того, ![]() зависит от
отношения
зависит от
отношения ![]() (рис. 3). Чем меньше это отношение, тем
меньше
(рис. 3). Чем меньше это отношение, тем
меньше ![]() , тем больше разница между
, тем больше разница между ![]() и
и ![]() . При сварке деталей толщиной 0,8…3 мм
. При сварке деталей толщиной 0,8…3 мм ![]() .
.
Таблица 1. Теплофизические свойства некоторых металлов и сплавов
|
Металл |
Удельная
электропроводимость при 0 °С |
Коэффициент
теплопроводности при 20 °С |
Коэффициент температуропроводимости
при 20 °С |
Удельная теплоемкость при
20 °С |
Плотность при 20
°С |
Температура плавления |
|
Алюминий |
2,7 |
0,2 |
0,73 |
1 |
2800 |
658 |
|
АМц |
4,2 |
0,16 |
0,65 |
0,82 |
2800 |
654 |
|
Д16Т |
7,3 |
0,125 |
0,5 |
0,9 |
2900 |
633 |
|
АМгб |
7,5 |
0,1 |
0,45 |
0,82 |
2780 |
620 |
|
Бронза БрБ2 |
6,5 |
0,08 |
0,24 |
0,47 |
8230 |
— |
|
Вольфрам |
5,5 |
0,17 |
0,35 |
0,25 |
19300 |
3500 |
|
ХН78Т |
98 |
0,015 |
0,038 |
0,46 |
8350 |
— |
|
ХН60ВТ |
120 |
0,01 |
0,025 |
0,44 |
8800 |
1400 |
|
МА 2-1 |
12 |
0,1 |
0,52 |
1,04 |
1780 |
632 |
|
Медь |
1,75 |
0,36 |
1,05 |
0,38 |
8 900 |
1083 |
|
Молибден |
5,5 |
0,17 |
0,5 |
0,25 |
10220 |
2622 |
|
08 Кп |
13 |
0,06 |
0,15 |
0,46 |
7800 |
1530 |
|
30ХГСА |
21 |
0,04 |
0,104 |
0,48 |
7850 |
1480 |
|
Х15Н5Д2Т |
85 |
0,018 |
0,05 |
0,46 |
7760 |
— |
|
12Х18Н10Т |
75 |
0,016 |
0,04 |
0,46 |
7860 |
1440 |
|
ОТ4 |
142 |
0,01 |
0,036 |
0,58 |
4590 |
1660 |
|
ВТ6 |
160 |
0,008 |
0,03 |
0,54 |
4600 |
— |
|
ВТ15 |
155 |
0,008 |
0,03 |
0,5 |
4890 |
— |
|
Цирконий |
41 |
0,017 |
0,09 |
0,28 |
6500 |
— |
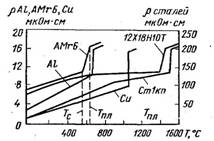
Рис. 2. Коэффициенты удельного электросопротивления некоторых металлов в зависимости от температуры нагрева
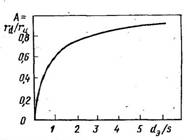
Рис. 3. Зависимость коэффициента ![]() от отношения
от отношения ![]()
Расчетные значения сопротивлений, как правило, приближаются к экспериментальным данным (табл. 2).
Таблица 2. Общее сопротивление (![]() ) в конце процесса сварки в мкОм *
) в конце процесса сварки в мкОм *
|
Металл |
Точечная сварка |
Шовная сварка герметичным швом |
|||||||||
|
Толщина, мм |
|||||||||||
|
0,3 |
0,5 |
1 |
1,5 |
2 |
3 |
0,3 |
0,5 |
1,0 |
1,5 |
2,0 |
|
|
Д16АТ |
18 |
16 |
13 |
11 |
10 |
8 |
- |
14 |
11 |
10 |
8 |
|
Л62 |
76 |
48 |
30 |
24 |
20 |
18 |
46 |
29 |
18 |
15 |
12 |
|
08кп |
150 |
133 |
115 |
100 |
90 |
75 |
110 |
95 |
80 |
70 |
50 |
|
30ХГСА |
115 |
145 |
125 |
110 |
100 |
90 |
145 |
130 |
105 |
85 |
65 |
|
Х15Н5Д2Т |
145 |
165 |
135 |
120 |
110 |
100 |
170 |
145 |
115 |
105 |
95 |
|
12Х18Н10Т |
215 |
185 |
150 |
130 |
120 |
110 |
188 |
162 |
130 |
115 |
105 |
|
ОТ4-1 |
240 |
210 |
165 |
145 |
133 |
120 |
224 |
195 |
154 |
135 |
124 |
* Данные приведены для соединений с
минимальными размерами ![]() для двух деталей одинаковой толщины.
для двух деталей одинаковой толщины.
Это интересно
Широкое распространение железа в природе обуславливает его наличие в водоносных горизонтах пресных вод. Очень часто его концентрация превышает в воде, используемой для питья допустимые нормы. Известно, что употребление воды длительное время с концентрацией более 0,3 мг/л может привести к инфарктам, заболеваниям печени, негативно воздействовать на нервную систему и репродуктивную функцию человека. Кроме того, вода приобретает бурую окраску, имеет неприятный вкус и запах, вызывает зарастание водопроводных сетей, является причиной брака в текстильной, пищевой, бумажной и косметической и других отраслях промышленности. Поэтому обезжелезивание воды должно являться одним из основных мероприятий при производстве питьевой воды. Для этих целей разработаны специальные станции обезжелезивания воды и удаления марганца RFM b. Они могут применяться в различных отраслях потребителях воды (металлургия, нефтехимия, пищевая промышленность, котельные объекты, парфюмерия и пр.). Удаление железа и марганца в таких станциях осуществляется за счет каталитического действия специального высококачественного гранулированного фильтрующего материала путем их перехода в нерастворимую форму и выпадения в осадок.