Стабилизация сварочного тока при точечной и шовной сварке
В зависимости от характера внешних возмущений
теснота связи между величиной тока и размерами зоны расплавления существенно
изменяется. Возмущения, воздействующие на канал управления током на однофазных
машинах, можно полностью компенсировать, стабилизировав его действующее
значение. Характерными причинами, нарушающими нормальное течение процесса,
являются: колебания напряжения питающей сети, внесение магнитных масс в
сварочный контур, значительный разогрев медных деталей токопровода,
нестабильное поджигание игнитронов и т.п. Если внешние возмущения воздействуют
на каналы управления параметрами, которые регламентируют площадь контакта (![]() ,
, ![]() ) и тем самым плотность тока, то
неизменное значение величины
) и тем самым плотность тока, то
неизменное значение величины ![]() не гарантирует стабильного качества
процесса. В таких ситуациях целесообразнее отказаться от стабилизации
не гарантирует стабильного качества
процесса. В таких ситуациях целесообразнее отказаться от стабилизации ![]() , так как саморегулирование тока на
сварочной машине несколько расширяет диапазон предельно допустимых отклонений
, так как саморегулирование тока на
сварочной машине несколько расширяет диапазон предельно допустимых отклонений ![]() и
и ![]() . Применение стабилизатора
. Применение стабилизатора ![]() в этих случаях более перспективно с
точки зрения своевременного «исправления» процесса. Однако связи между
параметрами, которые позволяют автоматически опознать ситуацию и
откорректировать процесс с помощью стабилизатора
в этих случаях более перспективно с
точки зрения своевременного «исправления» процесса. Однако связи между
параметрами, которые позволяют автоматически опознать ситуацию и
откорректировать процесс с помощью стабилизатора ![]() вызывают изменения тока, ухудшающие
процесс при самопроизвольном, не предусмотренном заранее, изменении толщины
деталей. Такие случаи возможны при сварке профилированного проката,
фрезерованных деталей, деталей типа «клин» и т.п. Зато, как показывают
исследования, применение стабилизатора тока (
вызывают изменения тока, ухудшающие
процесс при самопроизвольном, не предусмотренном заранее, изменении толщины
деталей. Такие случаи возможны при сварке профилированного проката,
фрезерованных деталей, деталей типа «клин» и т.п. Зато, как показывают
исследования, применение стабилизатора тока (![]() ) в данной ситуации рационально —
повышается качество процесса и снижается его трудоемкость, так как сокращается
число случаев подбора режима методом «пробных сварок». Основным условием
эффективного применения этого метода является обеспечение минимальных
отклонений
) в данной ситуации рационально —
повышается качество процесса и снижается его трудоемкость, так как сокращается
число случаев подбора режима методом «пробных сварок». Основным условием
эффективного применения этого метода является обеспечение минимальных
отклонений ![]() ,
, ![]() , не превышающих хотя бы предельно
допустимых значений, принятых для обычного процесса без регуляторов с обратной
связью. Площадь контакта, заданная этими параметрами, при неизменном,
стабилизированном токе предопределяет заданную плотность тока, от величины
которой [см. уравнение (37) ] зависит интенсивность нагрева металла в зоне
сварки. При отсутствии жесткой связи по току увеличение толщины свариваемых
деталей вызывает рост сопротивления
, не превышающих хотя бы предельно
допустимых значений, принятых для обычного процесса без регуляторов с обратной
связью. Площадь контакта, заданная этими параметрами, при неизменном,
стабилизированном токе предопределяет заданную плотность тока, от величины
которой [см. уравнение (37) ] зависит интенсивность нагрева металла в зоне
сварки. При отсутствии жесткой связи по току увеличение толщины свариваемых
деталей вызывает рост сопротивления ![]() и снижает величину
и снижает величину ![]() , что приводит к браку. Если ток точно
соответствует заданному, то достижению температуры плавления в зоне контакта
способствует некоторый прирост тепла, выделяющегося между электродами при
увеличении толщины деталей за счет повышения
, что приводит к браку. Если ток точно
соответствует заданному, то достижению температуры плавления в зоне контакта
способствует некоторый прирост тепла, выделяющегося между электродами при
увеличении толщины деталей за счет повышения ![]() .
.
Количественные соотношения между
энергетическими параметрами процесса и толщиной деталей в случае ее
существенных изменений исследовали при сварке сплава ВНС2. Измерялись
соотношения между толщиной деталей ![]() сопротивлением зоны сварки
сопротивлением зоны сварки ![]() и количеством тепла
и количеством тепла ![]() , выделяющегося
на этом участке.
, выделяющегося
на этом участке.
Эксперименты проводили на машине
МТПУ-300. Вычисления выполняли на аналого-вычислительной машине МН-7 и
нелинейных блоках НБН, в натуральном масштабе времени. Для формирования
сигнала, пропорционального мгновенному значению тока ![]() , и измерения действующего значения тока
использовали прибор АСУ-1М. Напряжение
, и измерения действующего значения тока
использовали прибор АСУ-1М. Напряжение ![]() снимали непосредственно с электродов
сварочной машины. Во избежание существенного искажения результатов из-за
наведенной э.д.с.
снимали непосредственно с электродов
сварочной машины. Во избежание существенного искажения результатов из-за
наведенной э.д.с. ![]() , провода, отходящие от электродов,
плотно сплетали, а площадь контура, в котором могла возникнуть наведенная э. д.
е., была сокращена до минимума.
, провода, отходящие от электродов,
плотно сплетали, а площадь контура, в котором могла возникнуть наведенная э. д.
е., была сокращена до минимума.
Тепло, выделяющееся в зоне сварки, определяли согласно выражению
![]() ,
,
где
![]() — время сварки.
— время сварки.
Величину ![]() оценивали по среднему значению.
оценивали по среднему значению.
Стабилизацию действующего значения тока выполняли серийным стабилизатором тока типа СТ-67, укомплектованным блоком автоматической настройки БН-68. Для сравнения результатов сварку выполняли при включенном и выключенном стабилизаторе. Стабилизировался ток оптимальной величины для случая сварки деталей толщиной 0,4…0,6 мм. При переходе к сварке деталей других толщин положение ручек управления не изменяли.
На рис. 1, а, б, в представлены
результаты измерений, выполненных при сварке детали толщиной 0,4 мм с деталями,
толщина которых меняется в пределах 0,6…1,8 мм. Обозначения кривых с индексом ![]() получены при
сварке с включенным стабилизатором, с индексом
получены при
сварке с включенным стабилизатором, с индексом ![]() — при
выключенном.
— при
выключенном.
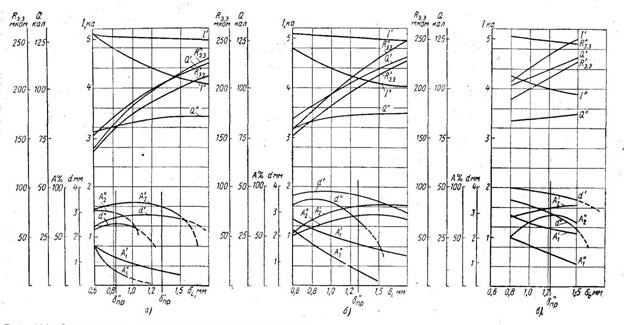
Рис. 1. Зависимость параметров процесса и размеров литого ядра от толщины привариваемых деталей (в мм) при сварке стали ВНС2 со стабилизатором действующего значения тока и без него:
а – ![]() ;
;
б – ![]() ;
;
в – ![]()
Увеличение ![]() , связанное с увеличением толщины детали
при выключенном стабилизаторе, вызывает уменьшение
, связанное с увеличением толщины детали
при выключенном стабилизаторе, вызывает уменьшение ![]() . При сопротивлении вторичного контура
сварочной машины
. При сопротивлении вторичного контура
сварочной машины ![]() мкОм уменьшение величины тока столь
значительно, что несмотря на увеличение
мкОм уменьшение величины тока столь
значительно, что несмотря на увеличение ![]() количество тепла
количество тепла ![]() практически остается неизменным.
Соответственно с увеличением толщины быстро падает проплавление тонкой детали
практически остается неизменным.
Соответственно с увеличением толщины быстро падает проплавление тонкой детали ![]() и при
и при ![]() мм оно достигает минимального предельно
допустимого значения. При стабилизации
мм оно достигает минимального предельно
допустимого значения. При стабилизации ![]() имеет место рост тепла
имеет место рост тепла ![]() и поэтому минимальное предельно
допустимое значение
и поэтому минимальное предельно
допустимое значение ![]() достигается при
достигается при ![]() мм. Без изменения задания тока и режима
сварки в аналогичных условиях выполнена сварка детали толщиной 0,6 мм (рис. 1,
б). В связи с изменениями условий теплоотвода в электрод, контактирующий с
деталью толщиной 0,6 мм, предельные минимальные значения
мм. Без изменения задания тока и режима
сварки в аналогичных условиях выполнена сварка детали толщиной 0,6 мм (рис. 1,
б). В связи с изменениями условий теплоотвода в электрод, контактирующий с
деталью толщиной 0,6 мм, предельные минимальные значения ![]() получены при изменении толщины в
больших пределах. Стабилизация тока обеспечивает высокое качество сварки при
сочетании толщин 0,6…1,8 мм.
получены при изменении толщины в
больших пределах. Стабилизация тока обеспечивает высокое качество сварки при
сочетании толщин 0,6…1,8 мм.
На рис. 1, в приведены результаты измерений при сварке детали толщиной 0,8 мм. Без стабилизации тока выполнение процесса невозможно, в то время как стабилизация позволяет выполнить сварку деталей, толщина которых колеблется в пределах 0,8…1,2 мм.
При сварке деталей неравных толщин
стабильность величины усилия сжатия электродов должна быть значительно выше,
чем при сварке деталей одинаковой толщины. В связи с этим было исследовано
влияние усилия сжатия электродов на размеры сварного соединения при сварке
деталей толщиной 0,4+1,2 мм (рис. 2). Ток стабилизировался прибором СТ-67.
Использовали оптимальный режим, отработанный для сварки деталей толщиной 0,4…0,6
мм. Наибольшее предельно допустимое усилие сжатия электродов ![]() лишь на 10% превышает номинальное
значение, в то время как при сварке деталей толщиной 0,4…0,6 мм допустимым
являлось увеличение усилия сжатия в пределах
лишь на 10% превышает номинальное
значение, в то время как при сварке деталей толщиной 0,4…0,6 мм допустимым
являлось увеличение усилия сжатия в пределах ![]()
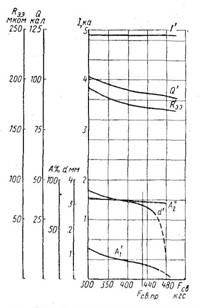
Рис. 2. Зависимость параметров процесса и размеров
литого ядра от усилия сжатия электродов ![]() при сварке стали ВНС2 со стабилизатором
тока
при сварке стали ВНС2 со стабилизатором
тока
На основании полученных результатов (рис. 2) можно предположить, что с увеличением толщины одной из свариваемых деталей целесообразно небольшое уменьшение усилия сжатия электродов. Для рассмотренного примера целесообразно уменьшение усилия на 10%.
Как показали исследования, стабилизация тока позволяет без корректировки положения ручек управления сварочной машины выполнить сварку деталей, толщина которых колеблется в значительных пределах. В ряде случаев это позволяет отработать для группы сочетаний толщин деталей единый унифицированный режим сварки.
Очевидно, что при сварке деталей из металлов с большим удельным сопротивлением, например титана, применение стабилизатора тока будет наиболее эффективным.
Необходимо отметить, что на машинах с
большим сопротивлением вторичного контура, например МТП-200/1200, величина ![]() в меньшей степени будет влиять на
величину
в меньшей степени будет влиять на
величину ![]() и поэтому при изменении толщины деталей
процесс сварки на этих машинах более устойчив.
и поэтому при изменении толщины деталей
процесс сварки на этих машинах более устойчив.
Изложенный метод контроля сварки может быть реализован в производственных условиях на базе стабилизатора СТ-67. Прибор имеет следующие технические данные: ошибка регулирования не более 3%, постоянная времени регулирования 0,01 сек, исправляются возмущения по току в пределах (+15)—(—30%). На рис. 3 представлена структурная схема прибора. Подключение СТ-67 к системе управления сварочной машины обеспечивает глубокую обратную отрицательную связь по току. Датчиком прибора является трансформатор тока ТТ, включаемый в первичную цепь сварочной машины. Сигнал u1, снимаемый с обмотки ТТ, пропорционален мгновенному значению сварочного тока и зависит от величинs резистора R1. Сигнал u1 усиливается до величины u2 с помощью трансформатора напряжения ТН. Величину u2 можно регулировать путем изменения положения движка R2. Разнополярный сигнал u2 выпрямляется мостом B и воздействует на вход квадратора K. Ток квадратора поступает в суммирующую точку усилителя У. Сюда же синхронно с включением сварочного тока подается сигнал задания З. Во время протекания сварочного тока, реле Р отключает своими контактами резистор R3 от конденсатора С, включенного в цепь обратной связи усилителя У, который интегрирует разность токов задания и квадратора. Выходной сигнал u3 поступает в диагональ фазорегулятора ФР прерывателя ПИШ или ПИТ, изменяя величину сварочного тока.
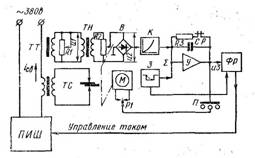
Рис. 3. Структурная схема стабилизатора тока СТ-67 вместе с блоком автоматической настройки БН-68
В связи с тем, что в большинстве случаев сварочный ток на машинах с разомкнутой системой управления имеет некоторую модуляцию за счет изменения сопротивления зоны сварки, что является благоприятным фактором, в стабилизаторе предусмотрена модуляция задания, которая обеспечивает характер нарастания тока примерно такой же, как и при сварке без стабилизатора. В стабилизаторе СТ-67 вмонтирован стрелочный прибор, позволяющий установить ориентировочно величину сварочного тока. Усиление цепи обратной связи по току приходится изменять в соответствии с конкретными условиями эксплуатации сварочной машины, т.е. в зависимости от ступени сварочного трансформатора, размеров вторичного контура и т.п. Для этой цели стабилизатор СТ-67 снабжается блоком автоматической настройки БН-68.
Блок БН-68 автоматически устанавливает необходимое усиление схемы изменения в стабилизаторе СТ-67, обеспечивая тем самым оптимальный режим регулирования сварочного тока. Настройка выполняется в процессе сварки образцов, для чего требуется выполнить несколько циклов. Число требуемых циклов сварки зависит от величины рассогласования и времени включения сварочного тока. При 25%-ном рассогласовании и времени включения тока 0,1 сек для настройки требуется не более 7 циклов.
На рис. 4 показан стабилизатор СТ-67 с блоком автоматической настройки БН-68. Известны устройства аналогичного назначения, имеющие несколько отличное схемное решение, например, прибор РТС-1 или регулятор УРТ-3, разработанный в ИЭС им. Патона.
Рис. 4. Стабилизатор тока СТ-67 с блоком БН-68
Прибор УРТ-3 является универсальным регулятором с широтно-импульсной модуляцией. В зависимости от того, что подается на вход устройства, он может либо стабилизировать сварочный ток, либо падение напряжения между электродами или мощность, рассеиваемую в зоне сварки. Использование принципа широтно-импульсной модуляции позволяет программировать закон изменения тока с большой амплитудой размаха от минимального до максимального значения. Быстродействие регулятора — 0,5…1 период в зависимости от настройки.