Статистический контроль
В связи с автоматизацией процессов сварки, некоторых операций, сопутствующих сварке, а также операций контроля непрерывно сокращается объем ручных работ и создаются предпосылки для получения сварных соединений однородного качества.
При существующих темпах производства исключена возможность 100%-го контроля каждой операции; в то же время незначительная разладка автоматов чревата опасностью массового возникновения дефектов и брака.
Единичные экземпляры для контроля могут иметь случайные отклонения или особые свойства, не характерные для всей партии узлов.
Наиболее прогрессивным научно-обоснованным контролем в существующих условиях производства следует считать статистический метод. При статистическом методе контроль осуществляется выборочно путем проверки небольшой части сварных узлов (пробы). Этот метод требует сравнительно небольшой трудоемкости. Вместе с тем проверка качества, проводимая в строго определенные промежутки времени и одного и того же количества деталей в пробе, дает возможность судить об устойчивости и качестве процесса сварки, о необходимости подналадки сварочных машин и аппаратуры и таким образом не только выявлять дефекты, но и предупреждать их возникновение.
Статистический контроль следует внедрять взамен техпроцессов сплошного контроля, которые не зависят от субъективного влияния рабочего-оператора. Для суждения о качестве процесса, однородности результатов свирки показатели качества, обследованные по отобранной пробе, немедленно обрабатывают и предъявляют контролерам и наладчикам. Распространенной и удобной формой записей результатов обработки испытаний проб являются точечные графики, которые заполняют и вывешивают на видном месте на соответствующих позициях контроля. График устойчивости процесса точечной сварки, построенный по результатам измерений диаметра зоны взаимного расплавления (по шлифам сечения сварных точек) на технологических образцах Д16АТ 1,5+1,5 мм приведен на рис. Каждая точка на графике соответствует замеру диаметра сварной точки (в каждой пробе пять точек и пять замеров). Среднее значение из пяти замеров или так называемая медиана обозначена в виде квадрата.
На графике нанесены три поля допусков: первое — между линиями А1—А2 — поле допуска на размер зоны взаимного расплавления, предусмотренного техническими условиями (d = 6…7 мм), второе — между линиями Б1—Б2 — поле допуска значений в пробах и третье — между линиями В1—В2 — поле допуска значений медиан. Границы, образованные линиями Б1—Б2 и В1—В2, являются статистически расчетными и определяются по известным методикам.
Периодичность отбора проб зависит от устойчивости контролируемого процесса.
Как видно из приведенного графика (см. рис.) точки замеров сосредоточены тесно, что свидетельствует об однородном качестве сварных соединений.
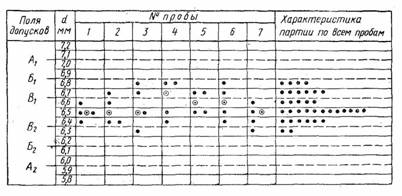
Рис. Показатели статистического контроля размеров зоны взаимного расплавления:
А1, А2 — верхний и нижний пределы допуска по техническим условиям; Б1, Б2 — верхняя и нижняя границы крайних значений, установленные для пробы;
В1, В2 — верхняя и нижняя границы, установленные для медиан;
![]() — средняя точка или медиана;
— средняя точка или медиана;
![]() — точка индивидуального замера
— точка индивидуального замера
В общем случае индивидуальные значения размеров в пробе не должны выходить за границы Б1—Б2, медианы— за границы В1—В2. При нарушении этого правила необходимо провести соответствующий анализ, взять дополнительные пробы, откорректировать технологический Процесс и выполнить подналадку оборудования.
Метод статистического контроля может быть использован как при операциях промежуточного контроля (для оценки качества работы оборудования, правильности подобранного режима сварки, качества подготовки поверхности), так и при окончательном контроле, например при рентгеноскопии, испытаниях на герметичность и других способах испытания сварных узлов.
Методами математической статистики с заданной степенью вероятности можно определить при данном уровне производства количество ожидаемых дефектов, причины и место их возникновения и таким образом способствовать их предупреждению.
Контроль сварных соединений и контроль сварочного оборудования представляют весьма важный и ответственный комплекс испытаний для обеспечения качества швов, выполненных точечной и роликовой сваркой. Неразрушающий контроль по физическим параметрам (например, рентгеноскопия) обеспечивает с достаточной степенью точности информацию о размерах и расположении зоны взаимного расплавления. При полной автоматизации цикла сварки (повторяемости выбранной программы цикла) качество соединения зависит от надежности работы сварочного оборудования.
Накопленный опыт в нашей стране и за рубежом по рентгеноскопии, например сварных соединений точечной сварки алюминиевых сплавов, показывает, что количество дефектов не столь велико и составляет не более 0,8…4% от общего числа проверенных точек. Так, при просвечивании панелей двух самолетов фирмы «Boeing» (США) из 300000 точек было выявлено около 9000 дефектных, что составляет 3%.
Однако известны случаи, когда при неблагоприятном группировании дефектов (непроваров) были обнаружены разрушения сварных узлов при эксплуатации. Поэтому расширение области применения и усовершенствование методов и средств всех видов контроля в машиностроении является одной из главных задач повышения качества и надежности сварных конструкций.