Технологія стикового зварювання опором
Підготовка деталей до стикового зварювання полягає у наданні їх торцям визначеної форми і ретельній очистці їх поверхонь. Торцеві поверхні обробляють механічним різанням за допомогою ножиць, пилок, гарячим та холодним висадженням на пресах, на металорізальних верстатах, а також газовим чи плазмовим різанням з наступним очищенням деталі від шлаку або хімічним травленням.
Струмопідвідні поверхні на торці заготовок можуть оброблятися також дробоструминними або піскоструминними приладами і апаратами.
З метою рівномірного нагрівання й однакового пластичного деформування під час осаджування торці деталі спеціально обробляють. Форма та розміри перерізу заготовок після обробки бажано щоб були однаковими. Діаметри деталей в місці зварювання не повинні відрізнятися більше, ніж на 15 %, а товщини - відповідно на 10 %.
Циклограма зварювання опором деяких деталей наведена на рис.
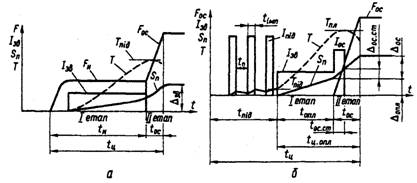
Рис. Циклограми стикового зварювання:
а - зварювання опором;
б - безперервним оплавленням з підігріванням;
![]() ,
, ![]() - зусилля нагрівання та осаджування;
- зусилля нагрівання та осаджування; ![]() ,
, ![]() ,
, ![]() - температура деталей під час
зварювання;
- температура деталей під час
зварювання; ![]() ,
, ![]() ,
, ![]() - струм зварювальний, підігрівання та
осаджування;
- струм зварювальний, підігрівання та
осаджування; ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - тривалість нагрівання, підігрівання,
оплавлення, осаджування, осаджування під струмом;
- тривалість нагрівання, підігрівання,
оплавлення, осаджування, осаджування під струмом; ![]() - пауза між імпульсами;
- пауза між імпульсами; ![]() ,
, ![]() - тривалість загального циклу та циклу
оплавлення;
- тривалість загального циклу та циклу
оплавлення; ![]() ,
, ![]() ,
, ![]() ,
, ![]() - припуски на зварювання, оплавлення,
осаджування та осаджування під струмом;
- припуски на зварювання, оплавлення,
осаджування та осаджування під струмом; ![]() - переміщення рухомої плити стикової
машини
- переміщення рухомої плити стикової
машини
Робочими параметрами режиму стикового зварювання є зусилля нагрівання або програма зміни зусилля під час зварювання, щільність струму або струм зварювання, тривалість нагрівання, встановлювальна довжина і зусилля затиску деталей у губках-електродах зварювальної машини.
Кінці деталей випрямляють перед установленням у губках-електродах. Мінімальна встановлювальна довжина деталей компактного перерізу вибирається згідно з величиною їх перерізу:
|
Переріз
деталі |
25 |
50 |
100 |
250 |
|
Встановлювальна
довжина |
3+3 |
4+4 |
4+4 |
6+6 |
Для підвищення стійкості деталей
та локалізації деформації в зоні зварювання між губками машини використовують
ізольовані вставки. Звичайно встановлювальна довжина деталі ![]() складає
складає ![]() , де
, де ![]() -
діаметр деталі, що зварюють, мм.
-
діаметр деталі, що зварюють, мм.
При стиковому зварюванні різнорідних металів з метою забезпечення рівномірного нагрівання встановлювальна довжина кожної деталі є відмінною.
Для деталей із металу з більшою теплопровідністю встановлювальна довжина має бути більша.
Зусилля нагрівання вибирають з умови забезпечення оптимального поширення температур у деталях.
Зварювальний струм або його щільність визначають з урахуванням площі поперечного перерізу і властивостей металу, що зварюють.
Зусилля (тиск) осаджування визначає величину припуску на осадку - величину пластичного деформування деталей, а також якість очищення стиків від оксидів.
Зусилля затискування деталей у губках зварювальної машини, щоб запобігти проковзуванню, має бути у 2…3 рази більшим, ніж зусилля осаджування.
Деталі із різнорідних металів інколи зварюють через металокерамічні або біметалеві вставки, а з тугоплавких - через пасти з гідридів металів або металевий порошок.
Деталі з перерізом, більшим за 300 мм2, опором зварюють у вакуумі або в середовищі захисних газів. Орієнтовні витрати газу під час зварювання виробів з перерізом 500 мм2 складають 800…1200 л/год. Газ має подаватися безперервно, щоб уникнути зміни складу газового середовища навколо деталей в зоні зварювання внаслідок вигоряння адсорбованих речовин. Для захисту використовуються гази-відновники Н2, С3Н8 та NH3, іноді Ar та N2, які очищені від кисню й води, або суміші нейтральних газів з вуглеводами.
Під час стикового зварювання опором дроту за звичайною схемою не завжди можна забезпечити високі механічні властивості через перегрів металу, коли в зоні з'єднання утворюються великі зерна та мікротріщини.
Більш якісні з'єднання можуть
бути отримані зварюванням опором з примусовим формуванням та з наступною
термічною обробкою стику. При цьому режимами зварювання є напруга холостого
ходу зварювального трансформатора ![]() , зусилля нагрівання
, зусилля нагрівання ![]() та осаджування
та осаджування ![]() , загальний припуск на зварювання
, загальний припуск на зварювання ![]() , припуск на підігрівання
, припуск на підігрівання ![]() й осаджування
й осаджування ![]() . Припуск на осаджування включає припуск
на осаджування під струмом
. Припуск на осаджування включає припуск
на осаджування під струмом ![]() та на осаджування без струму
та на осаджування без струму ![]() . Після вимикання струму зварювання,
коли з'єднання ще знаходиться під дією зусилля осаджування, зону зварювання
додатково нагрівають до температур ізотермічного гартування або відпуску
імпульсами струму
. Після вимикання струму зварювання,
коли з'єднання ще знаходиться під дією зусилля осаджування, зону зварювання
додатково нагрівають до температур ізотермічного гартування або відпуску
імпульсами струму ![]() потрібної величини та тривалості
(залежно від марки сталі й діаметра дроту).
потрібної величини та тривалості
(залежно від марки сталі й діаметра дроту).
Цей спосіб відрізняє те, що деформуванню під час нагрівання та осаджування підлягає весь метал на встановлювальній довжині, який витискується між робочими поверхнями формуючих проміжних пристроїв. На завершальному етапі осаджування метал, що витиснеться, підрізається краями формуючих пристроїв і віддаляється. Внаслідок цього підігрівання зони зварювання значно зменшується.
Тонкостінні труби діаметром 120 мм та прутки з алюмінієвих сплавів (Д1, Д16, Д18 та В65) також добре з'єднуються стиковим зварюванням опором з примусовим формуванням і без наступної термічної обробки металу стиків. З'єднання дротів з алюмінію можливе і на звичайному обладнанні. При цьому спочатку зварювання відбувається в традиційних режимах або на обладнанні для стикового зварювання опором. Далі зона знеміцнення розташовується між сталевими затискачами (машини для стикового холодного зварювання або потужної машини електричного контактного зварювання), що мають різальні краї на рухомих та нерухомих затискачах, та піддається деформуванню в осьовому напрямку до повного зближення різальних країв. Ґрат (облой) та стовщення після деформування легко усуваються.
З'єднання дротів із алюмінієвих та деяких інших сплавів можна виконувати опором з розплавленням металу стику при мінімальному стисненні торців деталей з наступним витисненням рідкого металу під час осаджування та деформуванням знеміцненої зони у гарячому стані.
Зварювальний струм ![]() для підвищення продуктивності
збільшують відносно до мінімального значення струму
для підвищення продуктивності
збільшують відносно до мінімального значення струму ![]() . Наприклад, для чорних металів це
відношення 3…4, для кольорових металів - 1,5…2,0. Максимальне значення струму
зварювання залежить від теплофізичних властивостей металу. Тривалість
зварювання та швидкість деформування визначаються згідно з величиною
зварювального струму.
. Наприклад, для чорних металів це
відношення 3…4, для кольорових металів - 1,5…2,0. Максимальне значення струму
зварювання залежить від теплофізичних властивостей металу. Тривалість
зварювання та швидкість деформування визначаються згідно з величиною
зварювального струму.
Припуски на зварювання для
алюмінієвого дроту мають бути ![]() , для міді -
, для міді - ![]() .
Найбільша встановлювальна довжина обмежується ве-личиною (1,8…2,0)d для
алюмінію,
.
Найбільша встановлювальна довжина обмежується ве-личиною (1,8…2,0)d для
алюмінію, ![]() і для міді. Зусилля затиснення дроту
має в 2…3 рази перевищувати зусилля осаджування.
і для міді. Зусилля затиснення дроту
має в 2…3 рази перевищувати зусилля осаджування.
Після зварювання стик
термообробляється пропусканням крізь нього додаткового струму ![]() . У деяких випадках з метою покращення
мікроструктури металу до стику прикладають зусилля осаджування в 5…10 разів
більші від звичайного.
. У деяких випадках з метою покращення
мікроструктури металу до стику прикладають зусилля осаджування в 5…10 разів
більші від звичайного.