Машины для точечной сварки шкафа домашнего холодильника
С.О. Либо, А.М. Миркин, Д.С. Файгенбаум (ВНИИЭСО)
Во ВНИИЭСО разработаны, изготовлены и внедрены в производственную эксплуатацию многоэлектродные машины для сварки наружного шкафа КШ-160 домашнего холодильника «Днепр-2». На рис. 1 показан шкаф из низкоуглеродистой стали. С помощью контактной сварки к обечайке 5 шкафа привариваются задняя стенка 4 с двумя стойками 3, дно 2 и поперечина основания 1.

Рис. 1. Наружный шкаф холодильника КШ-160:…….. — точки, спариваемые на машине МТМ-03; +++++ — то же на машине МТМ-04 (на первой позиции); V V V — то же (на второй позиции).
Результаты
отработки технологии выявили возможность применить один режим для всех
сочетаний толщин. Это позволило установить на каждой машине по одному
регулятору давления для всех приводов сжатия электродов и осуществить питание
машин от общих игнитронных прерывателей. Лучшие результаты получены при сварке
на следующем режиме: ![]() кА,
кА, ![]() кг,
кг, ![]() сек.
сек.
Необходимость выполнения большого количества точек потребовала расчленения процесса сварки шкафа на несколько операций, которые было решено выполнить на двух специальных многоэлектродных машинах. На первой, типа МТМ-03, осуществлялась приварка задней стенки со стойками к обечайке, на второй, типа МТМ-04 — приварка дна и поперечины к обечайке с задней стенкой.
Машина МТМ-03 (рис. 2) состоит из основания 1, верхней рамы 5 и двух стоек 4 я 8. На основании размещаются два кондуктора, которые с помощью электромеханических цепных приводов могут перемещаться по направляющим основания, переходя из положения загрузки в положение сварки. К верхней раме и боковой стойке 4 крепятся двенадцать унифицированных четырехэлектродных трансформаторных блоков 3, серийно выпускаемых заводом «Электрик». Кроме того, на верхней раме установлена гидронасосная станция 6 и шкаф управления 7, а внутри основания и стоек размешаются элементы системы охлаждения и пневматического устройства.

Рис. 2. Машина МТМ-03.
Детали шкафа холодильника, свариваемые на машине МТМ-03, собираются вручную на одном из кондукторов. Конструкция шкафа У1П-160, у которого дверной проем вследствие наличия отбортовок обечайки значительно меньше проема для задней стенки, потребовала создания специального раздвижного кондуктора. При установке свариваемых деталей отдельные части кондуктора сближаются с помощью специальных пневмоцилиндров, после чего раздвигаются и фиксируют детали в требуемом положении. С помощью электромеханического цепного привода кондуктор перемещается по направляющим основания к месту сварки.
По окончании цикла сварки кондуктор автоматически перемещается к месту загрузки, части кондуктора сдвигаются, а наружные пневмоцплиндры с помощью вертикальных стоек поднимают готовое изделие на 30 мм. Это позволяет снять шкаф с кондуктора.
Во время сварки на первом кондукторе на втором собираются детали следующего шкафа, который может начать перемещаться к позиции сварки сразу же после возвращения первого кондуктора на позицию загрузки.
Снятое с кондуктора данной машины изделие подается на машину МТМ-04, конструкция которой во многом совпадает с МТМ-03. Машина МТМ-04 (рис. 3) состоит из основания 2, верхней рамы 4, боковых стоек 3 и 8. На основании размещаются два кондуктора 9 которые с помощью электромеханических цепных приводов перемещаются по направляющим основания. На верхней раме и боковой стойке 3 смонтировано восемь четырехэлектродных трансформаторных блоков 7. Кроме того, на раме закрепляется шкаф управления 6 и гидронасосная станция 5, а па основании у мест загрузки — два подъемных устройства 1 с пневматическим приводом.
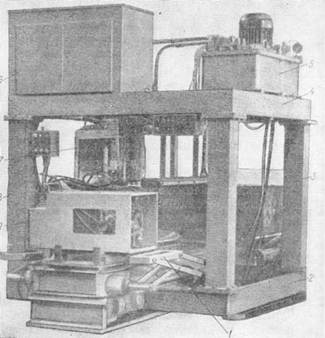
Рис. 3. Машина МТМ-04.
Кондукторы в машине МТМ-04 также раздвижные, что обеспечивает возможность установки и съема шкафа через дверной проем. После размещения на кондукторе всех деталей, подлежащих сварке, его части раздвигаются и фиксируют детали в требуемом положении. В машине предусмотрены две сварочные позиции. На первой привариваются дно к задней стенке и поперечина основания ко дну. На второй дно и поперечина присоединяются к отбортовкам обечайки.
|
Технические данные машин |
||
|
|
МТМ-03 |
МТМ-04 |
|
Производительность шкафов в час |
50 |
50 |
|
Напряжение питающей трехфазной сети чистотой 50 Гц, В |
380 |
380 |
|
Номинальный сварочный тока, А |
22×15000 |
14×15000 |
|
Число точек, свариваемых на машине |
44 |
28 |
|
Мощность потребляемая одним блоком, кВА |
150 |
150 |
|
Скорость перемещение кондукторов м/мин |
30 |
30 |
|
Привод сжатия электродов |
гидравлический |
|
|
Номинальное усилие на электродах, кГ |
300 |
300 |
|
Максимальное число одновременных включаемых блоков |
6 |
6 |
|
Габаритные размеры, мм |
3020×3180×3910 |
2720×2460×3800 |
|
Вес, кг |
6500 |
4800 |
Сваренное изделие снимается с помощью специальных устройств с пневматическим приводом. Они поднимают шкаф на 525 мм.
Трансформаторы питаются через серийные синхронные прерыватели типа ПИТ-100-4.
Для уменьшения общей мощности, потребляемой при сварке, предусмотрена взаимная блокировка электрических схем машин МТМ-03 и МТМ-04. исключающая возможность одновременной сварки на обеих машинах. Их производительность при этом практически не снижается, так как время собственно сварки составляет небольшую часть продолжительности всего цикла.
Управление машинами осуществляется с пультов у рабочих мест сварщиков. В схемах машин предусмотрена блокировка, исключающая одновременное продвижение кондукторов на позицию сварки. На каждой машине имеется также настроечный пульт.
Элементы электрической схемы обеих машин (за исключением игнитронных прерывателей) смонтированы в специальных шкафах. Управление работой машин осуществляется кнопками с удерживающими электромагнитами (типа лифтовых), что позволяет уменьшить количество промежуточных реле.
Весь цикл работы машины МТМ-03 разделен на три, а МТМ-04 — на две группы операций. Каждая из операций указанных групп включается нажатием на соответствующую кнопку. Первая операция рабочего цикла машин — зажатие свариваемых деталей в кондукторах. Схемы управления зажатием деталей каждым из них независимые, что позволяет одновременно загружать оба кондуктора. После нажатия на пусковые кнопки детали зажимаются автоматически.
По окончании цикла сварки кондуктор возвращается в исходное положение: в машине МТМ-03 он затем автоматически раскрывается и шкаф поднимается; в машине МТМ-04 шкаф поднимается после нажатия на соответствующие кнопки.
Внедрение машин МТМ-03 и МТМ-04 для сварки наружного шкафа холодильника «Днепр-2» позволило получить экономический эффект около 100 тыс. руб. в год.
Источник: журнал «Автоматическая сварка», 1971 г., № 9
Это интересно
Способ гидроабразивной резки впервые был осуществлен в 30-х годах ХХ столетия для выемки руды, камня и угля. Гидроабразивной струей можно разрезать большинство конструкционных материалов (черные металлы и сплавы, керамические и композиционные материалы, природные и искусственные камни, стекло, легированные стали и сплавы, цветные и малые сплавы и т.д.). Рез, полученный способом гидроабразивной резки, обладает высоким качеством (шероховатость кромки Ra 1,6). Разрезаемые толщины достигают 150…300 мм. Температура в зоне реза достигает всего 60…90º С, при этом легирующие элементы в легированных сталях и сплавах не выгорают. Выбрать или продать станки гидроабразивной резки, цена которых будет для вас оптимальной можно на «Бирже оборудования» где представлен практически весь станочный парк с подробным описанием предлагаемого оборудования.