Непровары при точечной, шовной и рельефной сварке
Непровар — наиболее
опасный и трудновыявляемый дефект, при котором зона взаимного расплавления (при
точечной сварке она определяется диаметром этой зоны ![]() ) меньше требуемой в чертеже изделия. Непровар может
проявляться в виде полного отсутствия (рис. а) или уменьшения (рис. в) литого
ядра, а также при частичном или полном сохранении оксидной пленки или
плакирующего слоя в контакте деталь — деталь (рис. г, д). Наиболее опасен
непровар, в котором образуется соединение в твердом состоянии (рис. б) по
микрорельефам поверхности. Такое соединение трудно выявить, оно может выдержать
иногда относительно большие статические срезывающие нагрузки и хрупко
разрушиться при небольших напряжениях отрыва и знакопеременных нагрузках.
) меньше требуемой в чертеже изделия. Непровар может
проявляться в виде полного отсутствия (рис. а) или уменьшения (рис. в) литого
ядра, а также при частичном или полном сохранении оксидной пленки или
плакирующего слоя в контакте деталь — деталь (рис. г, д). Наиболее опасен
непровар, в котором образуется соединение в твердом состоянии (рис. б) по
микрорельефам поверхности. Такое соединение трудно выявить, оно может выдержать
иногда относительно большие статические срезывающие нагрузки и хрупко
разрушиться при небольших напряжениях отрыва и знакопеременных нагрузках.
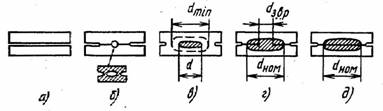
Рис. Виды непроваров:
а — полное отсутствие соединения;
б — образование связей по отдельным микрорельефам; в
— малый размер ядра (![]() );
);
г — недостаточный размер зоны взаимного расплавления
(![]() );
);
д — полное отсутствие зоны взаимного расплавления
Непровары, показанные на рис. г, д,
встречаются, например, при сварке алюминиевых сплавов (АМг6, Д16 и др.),
имеющих на поверхности увеличенную толщину плакирующего слоя из чистого
алюминия — металла, который обладает более высокой электропроводимостью и ![]() , чем основной сплав. При плавлении основного
металла плакирующий слой не расплавляется и препятствует образованию
металлических связей в расплавленном состоянии. В этом случае, а также при
относительно толстых тугоплавких оксидных пленках электромагнитные силы,
необходимые для перемешивания расплавленного металла, оказываются
недостаточными для их разрушения.
, чем основной сплав. При плавлении основного
металла плакирующий слой не расплавляется и препятствует образованию
металлических связей в расплавленном состоянии. В этом случае, а также при
относительно толстых тугоплавких оксидных пленках электромагнитные силы,
необходимые для перемешивания расплавленного металла, оказываются
недостаточными для их разрушения.
Общая причина непровара — изменение
параметров режима сварки (снижение ![]() ,
, ![]() , увеличение
, увеличение ![]() и
и ![]() ), а также других технологических факторов (малые
нахлестка, расстояние между точками, большие зазоры), приводящие к снижению плотности
тока (тепловыделения).
), а также других технологических факторов (малые
нахлестка, расстояние между точками, большие зазоры), приводящие к снижению плотности
тока (тепловыделения).
При шовной сварке отмечается постепенное снижение плотности тока и размеров литой зоны после сварки нескольких первых точек из-за накопления теплоты и снижения сопротивления пластической деформации металла. Это обстоятельство следует учитывать при выборе режима шовной сварки.
Для предупреждения непроваров следует обеспечить стабильность технологических факторов и работы сварочного оборудования, а также удалить перед сваркой тугоплавкие оксиды и плакирующий слой, препятствующие процессу образования зоны взаимного расплавления деталей.