Рентгенодефектоскопия сварных соединений и узлов выполненных точечной и шовной сваркой
Просвечивание рентгеновскими лучами получило широкое распространение для обнаружения дефектов сварных соединений.
Интенсивность рентгеновских лучей после прохождения через просвечиваемый металл зависит в основном от длины волны излучения, толщины и порядкового номера исследуемого металла на пути луча и практически не зависит от состояния металла (литого или деформированного). Непровар или размеры литого ядра в сварных точечных и роликовых сварных соединениях в общем случае нельзя обнаружить рентгенопросвечиванием. Толщина поверхностных пленок при «слипании» свариваемых поверхностей или слой плакировки на деталях лежат за пределами чувствительности данного метода. Кольцевые отпечатки, возникающие на рентгеноснимках при просвечивании точек и чешуйки роликового шва обычно не связаны с литой зоной и отражают вмятину от электродов или размеры пластического пояска в стыке двух деталей (рис. 1).
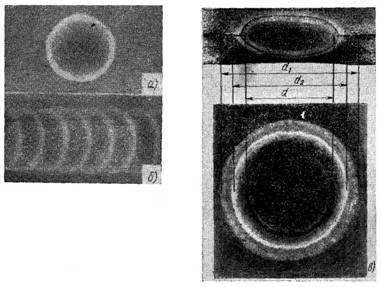
Рис. 1. Рентгенограммы сварной точки титанового сплава ОТ4 (а), роликового шва сплава АМг6 (б) и схема выявления диаметра ядра по ликвационным кольцам на рентгеноснимке точки из сплава Д16 (в)
Способ контроля точек
рентгенопросвечиванием некоторых алюминиевых сплавов (Д16, В95 и др.) основан
на неодинаковом поглощении лучей различными участками литого ядра из-за
неоднородности его по химическому составу. При сварке, например дуралюмина,
вследствие обеднения периферии литого ядра медью (ликвация при кристаллизации,
обогащение алюминием за счет наличия плакированного слоя), рентгеновские лучи
поглощаются меньше на периферии, чем на других участках ядра, и на негативе
рентгеноснимка обнаруживается темное кольцо по границе ядра сварной точки (рис.
1, в). На рентгенограммах видно второе светлое, концентрично расположенное
кольцо диаметром ![]() (рис. 1, в), определяющим границы зоны
термического влияния. В этой зоне точки располагаются в виде «усов»,
обогащенных медью и другими примесями с большим атомным весом. Наружная серая
корона диаметром
(рис. 1, в), определяющим границы зоны
термического влияния. В этой зоне точки располагаются в виде «усов»,
обогащенных медью и другими примесями с большим атомным весом. Наружная серая
корона диаметром ![]() отражает утолщение металла из-за
образования пластического пояска вокруг литого ядра.
отражает утолщение металла из-за
образования пластического пояска вокруг литого ядра.
При сварке неплакированного сплава Д16, сплавов типа АК темное кольцо обнаруживается только при очень высокой технике просвечивания и рентгеновской пленке типа РТ-4, РТ-5. Так как плакированный слой на периферии литой зоны внедряется в литое ядро, то истинный диаметр литого ядра будет меньше размеров темного кольца. Такой дефект, а также полный непровар, когда плакированные слои полностью не расплавились, трудно определить по рентгеноснимкам. При сварке алюминиевого сплава марки 01420 вследствие скопления соединений лития с марганцем, железом и другими элементами сплава на периферии зоны расплавления на рентгенопленке выявляется светлое кольцо, определяющее границу расплавления. Также при точечной сварке некоторых магниевых сплавов (МА2, МА8) на периферии литого ядра образуется зона, обогащенная марганцем, которая выявляется на рентгенопленке в виде светлого кольца из-за большого поглощения марганцем рентгеновских лучей (рис. 2).

Рис. 2. Макроструктура периферии расплавленной зоны точки (а) и рентгенограмма сварной точки магниевого сплава МА2 (б)
Так как основное условие этого метода контроля точек и швов (просвечиванием рентгеновскими лучами) заключается в том, что свариваемый сплав должен содержать достаточное количество элементов, обладающих резко различными коэффициентами поглощения рентгеновских лучей, которые должны перемещаться в расплавленной зоне, то использование его для большинства алюминиевых и других сплавов невозможно.
Для выявления непровара и определения размеров литой зоны точечных и роликовых сварных соединений необходимо совершенствовать методы контроля, чтобы чувствительность их была достаточной для определения поверхностных пленок (и плакированного слоя) на внутренней поверхности свариваемых деталей. При этом следует учитывать все изменения формы, структуры и напряжений, которые произошли в результате нагрева и расплавления металла в зоне соединения.
Другой путь — изменить состав пленок и слоев, добавив в них такие компоненты, чтобы они стали как бы «видимыми» для какого-либо метода дефектоскопии (например, просвечивания рентгеновскими лучами).